Pivamo pomoću automatske pivare na bazi transformatora bez kondenzatora. Dovođenje jeftine mašine za piće do savršenstva
Oni majstori koji rade sa robotima za zavarivanje više puta su se pitali kako upravljati instalacijom da bi dobili elemente i dijelove. U opisima ispod, automatska mašina za kuvanje ima sledeće tehničke karakteristike: električni napon, koji je isti kao 220 V; nivo kompresovanog pritiska koji ne prelazi 3 kVA; radi u ponovljenom kratkosatnom režimu; koriguwane
Radni napon je promjenjiv i varira između 19-26 V. Materijal za kuvanje se snabdijeva sa fluidnošću između 0 i 7 m/h, tako da je prečnik 0,8 mm. Rabarbara u pivarskoj struci: PV 40% - 160 A, PV 100% - 80 A.
Praksa pokazuje da ovakva napravljena mašina za pripremu piva pokazuje očiglednu efikasnost i trivijalan životni vijek.
Priprema elemenata prije radova na klipu
Uloga strelice za zavarivanje je da se zamrzne, koja ima prečnik 0,8 mm, a prodaje se u kontejneru od 5 kg. Bilo bi nemoguće pripremiti takvu mašinu za varenje bez prisustva vrha za zavarivanje od 180 A, koji je podložan evropskoj koroziji. Više možete dobiti od kompanije specijalizovane za prodaju opreme za zavarivanje. Na sl. 1, možete kreirati dijagram mašine za kuvanje. Da biste ga instalirali, trebat će vam vimikach zhizvitlenya i zakhistu, za to možete koristiti jednofazni automatski prekidač AE (16A). Tokom rada, uređaj više ne treba da prelazi između režima, za šta možete koristiti PKU-3-12-2037.

Možete vidjeti prisustvo otpornika. Ova situacija je posljedica brzog pražnjenja kondenzatora gasa.
Sve dok kondenzator C7 ističe, tada u tandemu s gasom stabilizira gorionik i podržava luk. Najniži kapacitet može biti 20.000 µF, dok je najviši mogući nivo 30.000 µF. Ako pokušate ugraditi druge vrste kondenzatora koji nisu iste veličine i većeg kapaciteta, tada se neće ponašati dovoljno pouzdano, a fragmenti će vruće gorjeti. Za pripremu mašine za pripremu piva bolje je koristiti kondenzatore starog tipa, potrebno ih je rotirati u količini od 3 komada paralelno.
Snažni tiristori na 200 A imaju dovoljno napajanja, dozvoljeno ih je ugraditi na 160 A, kako bi ostali u funkciji, inače nema potrebe za povećanjem pritiska ventilatora tokom rada. B200, koji je vikoriziran, se zatim ugrađuje na površinu prevelike aluminijske baze.
Transformatorski namotaj
Da biste vlastitim rukama pripremili mašinu za pripremu piva, proces mora započeti namotavanjem transformatora OSM-1 (1 kW).
![]()
To se mora od samog početka temeljito secirati, a trag postaviti u odgovarajuće vrijeme. Pripremljen je okvir zavojnice, koji je zamrznut za tekstolit debljine cca 2 mm, ova potreba proizilazi iz istog razloga što njegov okvir nema dovoljno materijala. Dimenzije obraza su povećane na 147x106 mm. Za obraze morate pripremiti prozor čije će dimenzije biti 87x51,5 mm. Na ovom mjestu možete biti sigurni da je okvir potpuno spreman.
Sada morate pronaći žicu za namotavanje Ø1,8 mm, po mogućnosti onu koja može ojačati zaštitu vlakana.
Da biste vlastitim rukama pripremili mašinu za kuhanje, potrebno je napraviti sljedeći broj okreta na prvom namotu: 164+15+15+15+15. Prostor između loptica je potrebno obložiti izolacijom, ostavljajući tanku, naboranu tkaninu. Žica mora biti namotana maksimalnom snagom, inače se možda neće uklopiti.
![]()
Za pripremu sekundarnog namota potrebno je uvrnuti aluminijsku sabirnicu, koja sadrži izolacijsko staklo dimenzija 2,8 x 4, 75 mm; dodatni dodaci se mogu napraviti na mašini za namotavanje. Trebat će vam oko 8 m, inače ćete morati dodati još materijala u obilju. Počnite namatati stazu tako što ćete napraviti 19 zavoja, zatim morate napraviti petlju ravno ispod M6 vijka, zatim morate napraviti još 19 okreta. Krajevi krive majke su dugi 30 cm, što će biti potrebno za dalji rad.
Prilikom pripreme aparata za zavarivanje, trebali biste uvrnuti trag, jer za rad s dimenzionalnim elementima možda nećete imati dovoljan protok na takvom naponu, tada se u fazi instalacije ili čak u procesu daljeg popravka stroj može reciklirati Pa, namotavanje, dopunjeno sa još tri okreta na ramenu, u krajnjem rezultatu Nije dozvoljeno izvesti 22+22.
Mašina za automatsko namotavanje ima veze sa svojim namotavanjem, koje je postavljeno u ravni sa tijelom, tako da ga morate vrlo pažljivo namotati kako biste bili sigurni da je sve ispravno postavljeno.
Prilikom odabira dovršetka primarnog namotaja, emajl žicu je potrebno dodatno premazati lakom; minimalni sat čišćenja zavojnice u ovom slučaju je razdvojen sa 6 godina.

Sada možete instalirati transformator i spojiti ga na električno ograničenje, što vam omogućava da odredite struju praznog hoda, koja bi trebala biti približno 0,5 A, nivo napona na sekundarnom namotu trebao bi biti ekvivalentan 19-26 V Ako izgubite Vaš um, možete uključiti transformator u bilo koje vrijeme i nastaviti do kraja ofanzivne faze.
Mašina za pripremu piva uradi sam, OSM-1 za energetski transformator može se koristiti za 4 jedinice TS-270, međutim, imaju mnogo različite dimenzije, ako je potrebno, možete samostalno preuzeti podatke za konstrukcijsko namotavanje.
Navijanje gasa

Za namotavanje prigušnice koristite transformator od 400 W sa emajliranom žicom Ø1,5 mm ili većom. Namotaj je potrebno formirati u 2 kuglice, polažući izolaciju između kuglica, pri čemu je potrebno osigurati da nema potrebe za debljim polaganjem kuglice. Sada ugradite aluminijsku gumu dimenzija 2,8 x 4,75 mm, pri namotavanju potrebno je napraviti 24 okreta, višak gume mora biti 30 cm.1 mm, paralelno sa ovim potrebno je postaviti tektolitnu zatvor.
Prilikom izrade vlastite mašine za zavarivanje, prigušnica se može namotati na kavez postavljen kao stari cijevni TV.
Da biste oživjeli strujne krugove, možete koristiti gotov transformator. Ovaj napon može postati 24 V na 6 A.
Sklopivo tijelo
U sljedećoj fazi možete početi sa montažom instalacijskog kućišta. U tu svrhu možete koristiti brtvu čija je debljina oko 1,5 mm, a morate je spojiti metodom zavarivanja. Preporučljivo je koristiti nehrđajući čelik kao osnovu mehanizma.
Ulogu motora može odigrati model koji se uklapa u brisač automobila VAZ-2101. Neophodno je osloboditi se knjičeve koja radi na skretanju u krajnosti.
Da bi se uklonio zatezni štap, u povratnoj ploči se koristi opruga koja se u tu svrhu može zamrznuti, što je očigledno. Galvanski učinak će biti veći ako se u njega ubrizga komprimirana opruga, za što je potrebno zategnuti maticu.
Da biste napravili automatsku mašinu vlastitim rukama, morate pripremiti sljedeće materijale i alate:
- emalprovid;
- drit;
- jednofazni stroj;
- transformator;
- zverski nokat;
- zalizo;
- Tekstolit.
Priprema takve instalacije bit će izvediv zadatak za majstora, koji je prethodno postao svjestan naprednih preporuka. Čini se da je ova mašina veoma istaknuta u pogledu performansi u poređenju sa istim modelom koji je napravljen u fabrici, a njen kvalitet ne deluje lošije.
Postoji veliki broj metoda za besprijekorno spajanje metalnih elemenata, ali usred svega toga dolazi u obzir samo kondenzatorsko zavarivanje. Tehnologija je počela da dobija na popularnosti oko 30-ih godina prošlog veka. Slavina služi za dovod električnog mlaza na željenu lokaciju. Stvara se kratko zamrzavanje koje omogućava da se metal topi.
Prednosti i mane tehnologije
Jasno je da kondenzatorsko zavarivanje može stagnirati u industrijskim umovima iu svakodnevnom životu. On prenosi napon na mali uređaj, koji nosi punjenje konstantnog napona. Takav dodatak se lako može pomicati po radnom području.
Prednosti tehnologije uključuju:
- visoka produktivnost rada;
- trajnost instalacije koja se testira;
- Mogućnost spajanja raznih metala;
- slab termalni vid;
- dostupnost dodatnog potrošnog materijala;
- tačnost elemenata koji se kombinuju.
Međutim, situacija nastaje ako je nemoguće zapečatiti kondenzator bez zavarivanja za spajanje dijelova. To je prvenstveno zbog kratkog trajanja samog procesa i ograničenog rezanja elemenata koji se spajaju. Osim toga, kontrola impulsa će spriječiti različite prekide u granicama.

Osobine i specifičnosti stvrdnjavanja
Sam proces spajanja radnih komada uključuje kontaktno zavarivanje, za koje se troši velika količina energije u posebnim kondenzatorima. Ove slike se posmatraju u određenom vremenskom periodu (u trajanju od 1 – 3 ms), usled čega se menja termalna zona.
Prilično je lako zavariti kondenzator vlastitim rukama, jer je proces ekonomičan. Ovaj uređaj se može spojiti na glavni električni krug. Za proizvodnju pod visokim pritiskom, industrija je razvila posebne uređaje visokog pritiska.
Tehnologija je postala posebno popularna u radionicama dizajniranim za popravku karoserija vozila. Tokom sata rada ne izgaraju i ne podležu deformacijama. Nestaje potreba za ovim dodatnim ispravljanjem.
Osnovne prednosti prije procesa
Da bi se kondenzator zavario u Vikonu na visokom jakom području, potrebno je privući pažnju mnogih umova.

- Pritisak kontaktnih elemenata na dio koji se drobi odmah u trenutku impulsa mora biti dovoljan da osigura pouzdanu vezu. Prešanje elektroda se vrši uz malo trljanje, čime se postiže kratak režim kristalizacije metalnih delova.
- Površina predmeta koji se spaja mora se očistiti kako bi se uklonile nečistoće, tako da naslage oksida i željeza ne stvaraju preveliki pritisak kada se električni mlaz izlije direktno na dio. Zbog prisustva frekvencija trećih strana, efikasnost tehnologije je značajno smanjena.
- Kako elektrode treba da koriste bakrene frizure. Prečnik tačke u kontaktnoj zoni zavisi od najmanje 2-3 puta debljine elementa koji se kuva.
Tehnološke tehnike
Postoje tri opcije za ugradnju u radni komad:
- Tačka zavarivanja kondenzatora se uglavnom koristi za spajanje dijelova s različitim komponentama. Ona je uspješan pobjednik u oblasti elektronike i opreme.
- Valjkasto zavarivanje se sastoji od velikog broja tačaka spojeva koji izgledaju kao šav. Neka mačka pogodi šta će umotati.
- Zavarivanje udarnim kondenzatorom omogućava stvaranje elemenata sa malim poprečnim presjekom. Prije rezanja radnih komada stvara se lučno pražnjenje koje topi krajeve. Nakon brtvljenja dijelova, dolazi do zavarivanja.

Ako postoji klasifikacija prema vlasništvu, ako stagnira, onda se tehnologija može podijeliti na karakteristike transformatora. Kao rezultat toga, dizajn glavnog priključka postaje lakši, a najveći dio topline se vidi u srednjoj kontaktnoj zoni. Glavna prednost transformatorskog zavarivanja je mogućnost pružanja velike količine energije.
Točkasto zavarivanje kondenzatora uradi sam: dijagram najjednostavnije instalacije
Za spajanje tankih listova do 0,5 mm ili manjih dijelova, možete sastaviti jednostavnu strukturu, pripremljenu u komercijalnoj kuhinji. U ovom slučaju, impuls se napaja preko transformatora. Jedan kraj sekundarnog namota je spojen na glavni dio, a drugi na elektrodu.

Prilikom pripreme takvog uređaja, krug se može zaglaviti ako je primarni namotaj spojen na električni krug. Jedan od njegovih krajeva izlazi kroz dijagonalu prekidača blizu diodnog mosta. S druge strane, signal se dovodi direktno iz tiristora, koji se nalazi ispod dugmeta za pokretanje.
Impuls povremeno vibrira od dodatnog kondenzatora, kapaciteta 1000 - 2000 µF. Za pripremu transformatora možete koristiti jezgro Sh-40, debljine 70 mm. Primarni namotaj sa tri stotine zavoja može se lako napraviti od jezgre od 0,8 mm sa PEV oznakama. Za upravljanje koristite tiristor s oznakama KU200 ili PTL-50. Sekundarni namotaj sa deset zavoja može se napraviti od bakrene sabirnice.

Čvrsto zatvoreni kondenzator: dijagram i opis samostalnog uređaja
Da biste povećali znakove napetosti, morat ćete promijeniti dizajn uređaja koji se priprema. S pravim pristupom, moći će se spojiti strelice s trakom do 5 mm, kao i tankim listovima šavova ne većim od 1 mm. Za aktiviranje signala aktivira se beskontaktni starter sa oznakama MTT4K, naznačen za električnu struju od 80 A.
Postavite blok jezgre da uključi tiristor spojen paralelno, diodu i otpornik. Interval potražnje podešava se dodatnim relejem koji se nalazi u glavnom kolu ulaznog transformatora.
Energija se zagrijava u elektrolitičkim kondenzatorima, spojenim na jednu bateriju, u sljedećoj tabeli možete saznati potrebne parametre i broj elemenata.
Glavni namotaj transformatora je napravljen od poprečne šipke od 1,5 mm, a sekundarni namotaj je napravljen od bakarne sabirnice.

Rad samohodnog uređaja temelji se na takvoj shemi. Kada se pritisne tipka za pokretanje, relej okidača uključuje transformator jedinice za kuhanje iza dodatnih kontakata tiristora. Isključivanje se događa odmah nakon što se kondenzatori isprazne. Podešavanje impulsnog djelovanja vrši se pomoću dodatnog zamjenjivog otpornika.
Dodatak na kontakt blok
Za pripremu uređaja za kondenzatorsko zavarivanje potreban je modul za ručno zavarivanje, koji omogućava fiksiranje i pomicanje elektroda bez prekida. Najjednostavniji dizajn se oslanja na ručno zatezanje kontaktnih elemenata. Sa opcijom preklapanja, donja elektroda je osigurana u stacionarnom položaju.
U tu svrhu, na potrebnom nosaču, vijci se učvršćuju u visini od 10 do 20 mm i prerezu većem od 8 mm. Gornji dio kontakta je zaobljen. Još jedna elektroda je pričvršćena za Majdan i ona će se srušiti. U slučaju nužde, ugradit će se vijci za podešavanje, pored kojih će se primijeniti dodatni pritisak za otvaranje dodatnog škripca.
Trag će sigurno izolirati bazu od suhog majdana do kontakta elektroda.

Procedura izvođenja radova
Prvo, morat ćete vlastitim rukama razbiti zavarivanje točkastih kondenzatora, morate se upoznati s glavnim koracima.
- U fazi klipa, elementi koji se kombinuju pripremaju se na odgovarajući način. Sa ovih površina mogu se vidjeti prepreke u izgledu čestica pile, zemlje i drugih tvari. Prisustvo trećih strana neće dozvoliti da se obradak čvrsto pritisne jedan uz drugi.
- Dijelovi se spajaju jedan po jedan u željenom položaju. Smrad je kriv što se širi između dvije elektrode. Nakon stiskanja kontaktnih elemenata, impuls se šalje pritiskom na dugme za pokretanje.
- Ako je struja uključena, uskoro ću uskočiti, elektrode se mogu izvući. Dio je spreman za sastavljanje. Ako postoji potreba, onda se instalira na drugom mjestu. Debljina elementa koji se zavaruje određuje količinu prostora između infuzije bez centra.
Slaganje gotovih uređaja
Roboti mogu biti opremljeni posebnim instalacijama. Ovaj komplet uključuje:
- Aparati za generiranje impulsa;
- dodatak za zavarivanje i stezanje;
- kabl za kapiju, opremljen sa dve stezaljke;
- Collet set;
- uputstva za upotrebu;
- utikači za spajanje na napajanje.
Priloženi dio
Ova tehnologija za kombinovanje metalnih elemenata omogućava ne samo zavarivanje čeličnih čestica. Uz ovu pomoć možete, bez većih poteškoća, pritisnuti dijelove izrađene od obojenih metala. Međutim, prilikom ispitivanja operacija zavarivanja, potrebno je osigurati da svi specifični materijali koji se ispituju budu zaštićeni.
Dezintegrisana 30-ih godina dvadesetog veka, tehnologija kondenzatorskog zavarivanja počela je da se širi. Tsyomu je sakrio niske faktore.
- Jednostavnost dizajna aparata za kuhanje. Možete ga pokupiti vlastitim rukama.
- Energetski intenzitet radnog procesa je primjetno nizak i postoji mala potreba za električnim smetnjama.
- Visoka produktivnost, što je nevjerovatno važno pri proizvodnji serijskih proizvoda.
- Smanjeni toplotni protok na materijalima koji se spajaju. Ova karakteristika tehnologije omogućava njihovo zamrzavanje pri zavarivanju malih dijelova, kao i na vidljivim površinama, gdje bi korištenje primarnih metoda neminovno dovelo do nepotrebnih deformacija materijala.
Kada dodamo da je majka prosječne kvalifikacije dovoljna za postavljanje prozirnih šavova, razlozi popularnosti ove metode kontaktnog zavarivanja postaju očigledni.
Tehnologija se zasniva na primarnom kontaktnom zavarivanju. Razlika je u tome što se struja dovodi do elektrode za zavarivanje ne kontinuirano, već izgleda kao kratak i snažan impuls. Ovaj impuls se uklanja ugradnjom kondenzatora velikog kapaciteta. Kao rezultat, mogu se postići dobri pokazatelji dva važna parametra.
- Kratak sat termičkog zagrevanja delova koji se spajaju. Ovu funkciju uspješno koriste proizvođači elektroničkih komponenti. Najprikladniji za instalacije bez transformatora.
- Zategnutost boda je velika, što je za čvrstoću šava mnogo važnije za njegovu napetost. Vikorist i transformatorski sistemi moraju savladati ovaj pritisak.
U zavisnosti od procesa selekcije, izaberite jednu od tri tehnološke metode.
- Tačkasti kondenzator nije zapečaćen. Vikoristički i kratki impuls mlaza, koji se izbacuje kondenzatorom, povezuje dijelove u preciznim mašinama, elektrovakumu i elektronskoj tehnologiji. Ova tehnologija je također pogodna za zavarivanje dijelova koji su podložni značajnom habanju i habanju.
- Rolerski šav vam omogućava da odsiječete zapečaćeni spoj koji se stvara bez ikakvih tačaka zavarivanja koje se preklapaju. To je zbog stagnacije tehnologije u procesu proizvodnje električnih vakuumskih, membranskih i mehovih uređaja.
- Kuvanje na štapiću može se vršiti i na kontakt i na beskontaktni način. U oba slučaja do topljenja dolazi na mjestu spajanja dijelova.
Galuz zastosuvannya
Područja u kojima se koristi tehnologija su različita, ali se s posebnim uspjehom vikorist koristi za pričvršćivanje čaura, klinova i drugih spojeva na lim. Zbog specifičnosti procesa potrebno je prilagoditi se potrebama bogate sorte biljaka.
- U automobilima je potrebno međusobno pouzdano povezati ploče karoserije izrađene od čeličnog lima.
- Aviona oprema koja vješa specijalnu opremu do vrijednosti zavarenih šavova.
- Plovilo radi na visoko efikasan način, štedeći energiju i otpadne materijale daje posebno pozitivan rezultat.
- Pronalaženje preciznih podešavanja i neprihvatljivih deformacija dijelova koji se spajaju.
- Budivnitstvo, u kojem je od lima proizašla široka lepeza konstrukcija.
Svugdje se to traži jednostavno od uređaja i nespretno od vikoristan vlasništva. Uz ovu pomoć možete poboljšati proizvodnju serijskih proizvoda ili poboljšati svoju okućnicu.
Samostalni kondenzator, nije zapečaćen
U prodavnicama se možete pripremiti za kupovinu bez ikakvih problema. Ali zbog jednostavnosti njegovog dizajna, kao i niske kvalitete i dostupnosti materijala, mnogi ljudi su voljni odabrati opremu za kondenzatorsko zavarivanje vlastitim rukama. Pragnenya će mudro uštedjeti novac, a vi možete lako identificirati potrebnu šemu i opis prijaviti. Postupi ovako sledećim redosledom:
- Protok se usmjerava kroz primarni namotaj transformatora pod naponom i drugo mjesto gdje se ispravlja.
- Signal iz tiristora koji njime upravlja, opremljen gumbom za pokretanje, dovodi se na dijagonalu mosta.
- Tiristor ima kondenzator u sebi koji služi kao akumulirani impuls. Ovaj kondenzator je također spojen na dijagonalu diodnog mosta i povezan s primarnim namotom zavojnice transformatora.
- Kada je uređaj povezan, kondenzator akumulira punjenje, napajajući dodatni krug. Kada se pritisne dugme, ovo punjenje se usmerava direktno kroz otpornik i dodatni tiristor direktno na elektrodu za zavarivanje. Postoji dodatna prepreka kada je u pitanju kontakt.
- Da biste napunili kondenzator, morate otpustiti dugme, odvojiti otpornik i tiristor i ponovo spojiti pomoćni krug.
Jačina impulsnog impulsa regulirana je dodatnim otpornikom koji ga kontrolira.
Ovo je važan opis rada najjednostavnije opreme za kondenzatorsko zavarivanje, čiji se uređaji mogu mijenjati ovisno o potrebnim zadacima i potrebnim izlaznim karakteristikama.
Trebam znati
Za one koji sami žele da pokupe svoju opremu za kuvanje, obratite pažnju na sledeće tačke:
- Preporučuje se da kapacitet kondenzatora bude blizu 1000 - 2000 µF.
- Za proizvodnju transformatora najprikladnije jezgro je sorta Sh40. Yogo optimalna debljina je 70 mm.
- Parametri primarnog namota su 300 zavoja bakarne žice promjera 8 mm.
- Parametri sekundarnog namota su 10 zavoja bakrene sabirnice s poprečnim presjekom od 20 četvornih milimetara.
- Za grijanje je dobar izbor tiristor PTL-50.
- Ulazni napon može osigurati transformator napona od najmanje 10 W i izlaznog napona od 15 V.
S obzirom na to, možete prikupiti potpuno koristan uređaj za točkasto zavarivanje. I iako to neće biti tako temeljito i ručno, jer je to posjedovanje tvornički proizvedenog proizvoda, uz njegovu pomoć moći ćete u potpunosti savladati zanimanje zavarivača, a zatim početi pripremati razne dijelove.
Ova vrsta kuvanja se izvodi metodom spot. Jednostavan je za korištenje ako trebate zavariti male dijelove jedan po jedan, jedan po jedan. Važno je da kondenzator nije napravljen od vikora za robote sa obojenim metalima.
Otkako je postalo moguće pivarstvo kod kuće, metoda je postala sve popularnija među nestalnim pivarima. Ova situacija je doprinijela važnosti ishrane danas. Šta je to proces i kako pripremiti napitak za kuvanje? Pokušat ćemo to detaljno predstaviti.
Prva važnost, koja dolazi iz ishrane, je tečnost kuvanja i njegova ekološka prihvatljivost. Standardna kondenzatorska jedinica za zavarivanje radi na visokom naponu. Ovo vam omogućava da uštedite električnu energiju i uklonite čist i ravan šav. Uglavnom, treba ga zamrznuti u mikrokuhanom rezervoaru ili ako je potrebno napraviti velike rezove. Ovo se zasniva na sljedećem principu:
- Kondenzatori prikupljaju potrebnu količinu energije od sebe;
- Punjenje se pretvara u toplinu, jer se koristi za kuhanje.
Kao što smo ranije mislili, ova vrsta kuhanja je ekološki prihvatljiva. Sistem ne zahteva prostor za hlađenje zbog prisustva toplotnog zračenja. Ova prednost vam omogućava da dodate sat vremena na rad kondenzatorskog uređaja.
Princip robotskog kondenzatorskog zavarivanja
U procesu točkastog zavarivanja, dijelovi se pritiskaju zajedno sa dvije elektrode, što rezultira kratkosatnim mlazom. Tada se između elektroda stvara luk koji zagrijava metal, topi ga. Impuls zavarivanja stiže do robota u trajanju od 0,1 sekunde, a on isporučuje toplo topljeno jezgro za oba dijela obratka koji se mogu zavariti. Ako se impuls ukloni, dijelovi će se nastaviti skupljati pod pritiskom pritiska. Kao rezultat, razvija se zavareni zavareni šav.
Generiraju se sekundarni namotaji, njihova struja teče do elektroda, a zatim do primarnog namotaja, generira se impuls generiran punjenjem kondenzatora. Kondenzator akumulira naboj tokom intervala između potrebnih impulsa na dvije elektrode. Posebno dobri rezultati dolaze kada se krećete okolo ili u medijima. Zbog prirode obradaka, nema potrebe za prekomjernim izvlačenjem od 1,5 mm. Moguće je, za sve namjere i svrhe, da takva shema čini čuda kada se kuhaju različiti materijali.
Pogledajte mrijest mjesta
Postoje dvije glavne vrste zavarivanja kondenzatora "uradi sam":
- Transformer. Ako postoji kondenzator, ispraznite energetski naboj na namotaj transformatorskog uređaja. U tom slučaju, obradak se pomiče u polje zavarivanja, koje je povezano sa sekundarnim namotom.
- Bez transformatora.
Prednosti
Kao i svi drugi tipovi, kondenzatori za samozavarivanje imaju niske pozitivne karakteristike:
- Uz stabilan rad, moguće je uštedjeti električnu energiju;
- Pouzdanost i praktičnost. Fluidnost robota omogućava pristup točkastom zavarivanju kada se hladi zrakom;
- Robotska brzina;
- Struk piva je vrlo debeo;
- Preciznost. Uz dozu obnovljene energije, tačka stvara pouzdan šav, kompaktnu strukturu. Ova metoda se široko koristi za tanko zavarivanje obojenog metala;
- Ekonomija. Trenutni nivo se održava na maksimalno 20 kVA. To zahtijeva dodatni odabir napetosti i stabilizaciju napetosti na rubu.
Učinite sami dijagram montaže jedinice
Primarni namotaj se provlači kroz jedno mjesto (direktno), a zatim se spaja na izvor napona. Tiristor šalje signal dijagonali potoka. Tiristor je opremljen posebnim dugmetom za pokretanje. Kondenzator je spojen na tiristor, tačnije na spoj, na diodni most, zatim spojen na namotaj (primarni). Za punjenje kondenzatora uključuje se dodatno koplje s istim mostom i transformatorom.
Kako impuls odgovara kondenzatoru, njegov kapacitet je 1000-2000 µF. Za projektovanje sistema, transformator se vibrira iz jezgra tipa Š40, potrebna veličina je 7 cm. Za izradu prvog namota potrebna je žica prečnika 8 mm, koja se namota 300 puta. Sekundarni namotaj prenosi vikor bakrene sabirnice, 10 namotaja. Za ulaz koristite praktično bilo koju vrstu kondenzatora, napona od 10 stepeni i napona od 15.
Ako robot može sastaviti radne komade do 0,5 cm, izvršite nekoliko podešavanja u dijagramu dizajna. Za ručni prijenos signala koristite starter serije MT4K, koji uključuje paralelne tiristore, diodu i otpornik. Dodatni relej omogućava radne sate.
Ovaj samozaptivni kondenzator radi u sljedećem nizu radnji:
- Pritisnite dugme za pokretanje da pokrenete vremenski relej;
- Transformator se uključuje uz pomoć tiristora, nakon što je relej uključen;
- Otpornik se koristi za određivanje vrijednosti impulsa.

Kako se odvija proces kuvanja?
Nakon što završimo DIY zavarivanje kondenzatora, spremni smo za početak rada. Za kuhanje klipa pripremite dijelove tako što ćete ih očistiti od prljavštine i drugih zrna. Prije postavljanja obradaka između elektroda, potrebno ih je spojiti u položaj u kojem ih je potrebno zavariti. Zatim se uređaj pokreće. Sada možete stisnuti elektrodu i provjeriti 1-2 hvilini. Naboj koji se nakuplja u kondenzatoru velike amplitude proći će kroz zavareni zatvarač i površinu materijala. Kao rezultat, vino će se otopiti. Kada se sve zgnječi, možete nastaviti do završnih rubova i zavariti ostale dijelove metala.
Prije zavarivanja robota, u svom domu, trebali biste pripremiti materijale kao što su brusni papir, brusilica, nož, uvijanje ili presa ili kliješta.
Visnovok
Kondenzatorsko zavarivanje je vrlo lako zamrznuti, kako kod kuće, tako iu industrijskoj zoni, što je nama najvažnije, još lakše i lakše se zamrzava, plus još uvijek postoji veliki broj transfera. Uz pružene dodatne informacije, svoje znanje možete podići na novi nivo i dodatno poboljšati točku zavarivanja u praksi.
Tehnički podaci naše mašine za pripremu piva – automatske mašine za pripremu piva:
Napon napajanja: 220 V
Napon: ne više od 3 kVA
Način rada robota: ponavljano-kratki sat
Regulacija radnog napona: stupnjevi od 19 do 26 V
Brzina dodavanja strelice za kuvanje: 0-7 m/h.
Prečnik strelice: 0,8 mm
Dimenzije strugača: PV 40% - 160 A, PV 100% - 80 A
Opseg regulacije generatora pare: 30 A - 160 A
Od 2003. godine napravljeno je šest takvih uređaja. Uređaj prikazan na fotografiji je u funkciji od 2003. godine i nikada nije popravljan.
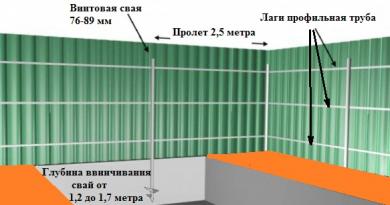
Vanjski izgled mašine za pripremu piva

Zagali

Pogled s prednje strane

Stražnji pogled

Vrsta zla

Yak zvaryuvalny drít vikoristovuetsya standard
Mačja strelica od 5 kg prečnika 0,8 mm

Vrh za kuvanje 180 A zajedno sa eurorozom
Bula je kupljena u prehrambenoj prodavnici.
Dijagram i detalji posude za zavarivanje
Paljuadi na tim, shema navvavtomata analizirana od strane takvih Aparativ Yak PDG-125, PDG-160, PDG-201 I MIG-180, princip sheme VD planine Pay, shema Vimalovyu je vimalizirana u proces u procesu. Bolje je završiti dijagrame ožičenja. Na drugoj tabli su označene sve tačke i dijelovi (otvorite Sprint i pokažite mišem).

Pogled na instalaciju

Keruvanya naknada
Yak vimikach zhivlennya zahistu zastosovani jednofazni automatski prekidač tipa AE za 16A. SA1 – prekidač režima zavarivanja tip PKU-3-12-2037 za 5 pozicija.
Otpornici R3, R4 – PEV-25, inače ih ne možete instalirati (nemaju ih). Namijenjeni su za brzo pražnjenje prigušnih kondenzatora.
Sada prelazimo na kondenzator C7. Kada je uparen sa gasom, osigurat će stabilizaciju luka i potporu luka. Minimalni kapacitet nije manji od 20.000 µF, optimalan je 30.000 µF. Testirano je nekoliko tipova kondenzatora manjih dimenzija i većeg kapaciteta, na primjer CapXon, Misuda, ali su utvrdili da nisu pouzdani i da su pregorjeli.

Kao rezultat, ugrađeni su kondenzatori Radian, koji su i danas u upotrebi, K50-18 na 10.000 uF x 50V sa brojem od tri komada po paraleli. 
Tiristori snage 200A preuzeti iz rezervnih dijelova. Možete ga instalirati na 160 A, ali ćete morati instalirati dobre radijatore i ventilatore. B200 je postavljen na malu aluminijsku ploču.

Relej K1, tip RP21, 24V, varijabilni otpornik R10, tip PPB.
Kada pritisnete dugme SB1 na pinu, napon se dovodi u krug grejanja. Relej K1 je aktiviran, a preko kontakata K1-1, napon se dovodi na elektromagnetski ventil EM1 za napajanje kiselinom, a K1-2 - na životni krug vučnog motora, a K1-3 - na napon napajanja tiristori.
Pomoću prekidača SA1 podesite radni napon u rasponu od 19 do 26 volti (uz dodatak 3 okreta na ruci do 30 volti). Otpornik R10 reguliše napajanje strelice za zavarivanje, menjajući protok zavarivanja sa 30A na 160A.
Prilikom podešavanja, otpornik R12 se bira na takav način da kada se R10 okrene na minimalnu brzinu, motor će se i dalje okretati i neće stajati mirno.
Kada se otpusti dugme SB1 na pin-u, relej se otpušta, motor se pokreće i tiristori se zatvaraju, elektromagnetni ventil za punjenje kondenzatora C2 više nije otvoren, opskrbljujući kiselinom zonu zavarivanja.
Kada su tiristori zatvoreni, detektuje se napon luka, a kroz tok prigušnice i kondenzatora, napon C7 nesmetano raste, sprečavajući da se zavarivačka strelica zaglavi u zoni zavarivanja.
Motaemo transformator za pripremu piva
![]()
Uzimamo transformator OSM-1 (1 kW), rastavljamo ga i stavljamo tamo, označavajući ga unaprijed. Robimo ima novi okvir mačke sa tekstolitom debljine 2 mm (originalni okvir je preslab). Veličina obraza je 147 106 mm. Veličina ostalih elemenata: 2 kom. 130×70mm i 2 kom. 87x89mm. Obrazi imaju prozorčić dimenzija 87-51,5 mm.
Okvir mačke je spreman.
Pronađite žicu za namotaje promjera 1,8 mm, koristeći ojačanu izolaciju od stakloplastike. Uzeo sam ovu žicu sa zavojnica statora dizel generatora). Moguće je stvrdnjavanje primarne emajl žice tipa PETV, PEV itd.

Razbacana tkanina - po mom mišljenju, najbolji način za izolaciju
Namotavanje počinje - prva stvar. Prvo voće ima 164+15+15+15+15 okreta. Između kuglica nalazi se izolacija od tanke tkanine. Žicu treba položiti čvršće, inače se ne bi uklapala, ali s njom nije bilo problema. Uzeo sam ostatke od ostataka istog dizel agregata. To je to, prvo voće je spremno.
Prodovzhuemo motati - sekundarni. Uzimamo aluminijumski autobus u izolacionom staklu dimenzija 2,8x4,75 mm (može se kupiti kod namotača). Potrebno je oko 8 m, ali ima malo zaliha. Počinjemo navijati, polagati ga čvršće, namotavamo 19 zavoja, zatim petlju za M6 vijak, i opet 19 zavoja, klipovi i krajevi su po 30 cm, za daljnju ugradnju.
Ovdje je mali otvor, posebno za zavarivanje velikih dijelova pod takvim naponom, žica je bila zaglavljena, tokom rada sam premotao sekundarni namotaj, dodajući 3 okreta na ramenu, odjednom sam dobio 22+22.
Namotaj čvrsto pristaje, pa ako ga pažljivo namotate, sve može izaći.
Ako stavite emajl na primarni premaz, onda je lako nanijeti lak, namočio sam zavojnicu u lak 6 godina.
Izvadimo transformator, utaknemo ga u utičnicu i izmjerimo protok bez opterećenja od oko 0,5 A, napon na sekundarnom tržištu je 19 do 26 Volti. Ako je sve tako, onda se transformator može ukloniti, ali za sada nam više nije potreban.
Umjesto OSM-1 za energetski transformator mozete uzeti 4 komada TS-270, mada ima sitnica druge velicine, a kupio sam samo 1 aparat za zavarivanje na novom, ne sjecam se podataka za namotavanje, inače ga možete sačuvati.
Motatimemo gas
Uzimamo transformator OSM-0,4 (400W), uzimamo emajliranu žicu promjera najmanje 1,5 mm (manje od 1,8). Razvaljamo 2 kuglice sa izolacijom između kuglica, pažljivo ih položimo. Zatim uzimamo aluminijsku gumu 2,8-4,75 mm. I namatamo 24 okreta, vanjski krajevi sabirnice su dugi 30 cm. Odaberemo jezgro sa razmakom od 1 mm (postavite prostirke na PCB).Čok se takođe može namotati na klizač TV-a u boji, tipa TC-270. Postoji samo jedna mačka po osobi.
Izgubili smo još jedan transformator za život keruvannya kola (spreman sam). Potrebno je napajati 24 volta sa strujom od približno 6A.
Stanovanje i mehanika
Sredili smo trans, idemo u zgradu. Sedišta nemaju traku od 20 mm. Kotleti su skuvani, sve je debljine 1,5 mm. Baza mehanizma je izrađena od nerđajućeg čelika.


Motor M je napravljen kao VAZ-2101 čistač čipova.
Završni poklopac je sređen i okrenut u krajnji položaj.
Opruga ispod zavojnice za ventil galm zusill ima oprugu, tako da je prva upala pod ruku. Galvanski efekat se povećava kada se opruga stisne (ili matica zategne).