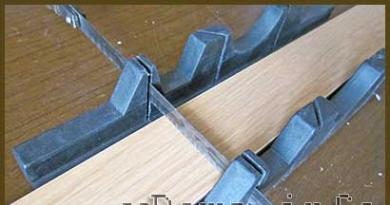
Mașini de frezat CNC. Banc de frezare automatizat Ax industrial profesional
Frezare 3D pentru crearea de elemente decorative și interioare, produse publicitare și suveniruri. Dezvăluie detalii curbe ale mobilierului și fațadelor din lemn natural, sculptează lucrări în relief (gravură). Probele de lemn sunt fabricate din acril, placaj, MDF, gips și aliaje de metal moi.
Procesul de prelucrare a materialului se desfășoară sub controlul electronicii și a unui program pregătit în prealabil. Acest tip de producție este sporit de fluiditatea și precizia ridicată a lucrării.
Clasificarea mașinilor de frezat CNC
Echipamentele de frezare CNC variază în funcție de capacitățile tehnologice: viteza de prelucrare și dimensiunea pieselor de prelucrat.
Frezele de zi cu zi cu un număr mare de palete de pietriș sunt instalate într-o paletă de pietriș, echipată cu motoare electrice slabe. Această duhoare este mică și are plămâni. Creat special pentru tăierea lemnului în meșteșugurile casnice. Bancul de lucru este așezat pe masă sau banc de lucru și este folosit pentru sculptarea pieselor mici. Poate fi folosit de către maestrul Pochatkivets ca ajutor de bază sau pentru pregătirea de mici tranzacții unice.
Mașinile de frezat industriale cu parametri numerici sunt asigurate pe un arbore robotizat sub control automat. Sunt echipate cu motoare electrice de mare capacitate, componente mecanice mici și o suprafață de tăiere puternic întărită. Echipamentul este utilizat în procesele de fabricație care realizează viteză mare de prelucrare și precizie maximă, de exemplu, la tăierea foilor mari de MDF și PAL.
Liniile de frezat industrial funcționează într-un mod complet automat. Statul de lucru înlocuiește în mod independent piesele de prelucrat și frezele și taie piese din cinci părți. Înlocuirea automată a tăietorilor se realizează printr-un sistem automat de schimbare a sculei, fie în linie, fie în carusel. Liniile sunt echipate cu mecanisme de mare viteză și programe de pliere.
La rotirea frezei, se pot folosi următoarele:
- frezare verticală;
- frezare orizontală.
Este mai probabil ca industria să folosească mașini de frezat verticale, care sunt mai precise în procesare și asigură fixarea fermă a piesei de prelucrat. O astfel de freză poate prelucra piese sub muchie, indiferent de dimensiunile acestora.
Există diferite tipuri de axe: modele cu 2 axe, 3 axe și 4 axe. Odată cu creșterea numărului de fusuri, productivitatea crește.
Dispozitive si echipamente pentru freze CNC
Principiul de funcționare al mașinilor de frezat CNC se bazează pe un sistem de poziționare bazat pe coordonatele a trei axe: X, Y, Z. Toate cărucioarele de transfer cu freză vibrează sub controlul CNC de-a lungul axelor. De regulă, sistemul este implementat după cum urmează:
- Y-all - planeitatea mesei de lucru;
- X-all - pe suprafața mesei de lucru;
- Z-all - în plan vertical.
Sistemul de poziționare a axei pielii constă din:
- motor electric;
- sisteme de antrenare;
- structuri suport-directe.
Puterea suporturilor determină direct acuratețea poziționării și precizia produsului final. Liniile drepte sunt realizate din oțel înalt aliat și pot fi tăiate drepte sau rotunde.
Acestea sunt instalate direct în această ordine:
- de-a lungul axei X pentru un portal cu două capete către masă;
- de-a lungul axei Y pe portalul pentru transferul căruciorului cu freza;
- de-a lungul axei Z de pe cărucior pentru transferul tăietorului în sine.
Riscul de supraasigurare a pieselor din proiectare este prezent:
- dispozitiv de suport;
- mecanism brut;
- masa de lucru;
- pat;
- un set de instrumente de tăiere (cuțite, tăietoare);
- cleme pentru fixarea pieselor.
Frezele sunt atașate la arbore în spatele unei mandrine suplimentare conice sau cu mandrină, care este inclusă în pachet.
Motorul electric transmite antrenamentul către suporturi, grinzi (portale) și arbore prin transmisie cu angrenaje sau șuruburi. Axul este echipat cu racire prin vant si apa.
Pentru o frezare eficientă în linie dreaptă, utilizați suplimentar un dispozitiv liniar în linie dreaptă cu mecanisme de presiune.
Tip motor

Motoarele electrice sunt instalate pe mașinile de frezat lemn CNC:
- tip croc;
- Din ligamentul gulerului (servomotor).
Tipul de motor electric depinde de sarcinile planificate și de sarcina de lucru.
Motorul electric transformă impulsurile semnalelor electrice de la rotorul mecanic în poziția dorită. Acest tip de motor electric asigură un control precis asupra vitezei și poziționării fără a fi nevoie de un controler de poartă vibrantă. Este foarte simplu de întreținut și este destul de ieftin. În acest caz, turația motorului nu depășește 1000 de rotații pe motor, iar la turația maximă există o certitudine a pierderii puterii.
Servomotoarele nu se rotesc constant, dar când primesc semnalul, se rotesc și se opresc până când sosește semnalul. Servomotorizările acţionează mecanismul de rotire, care permite îndreptarea teşilor. Aceasta înseamnă că de îndată ce apăsați pe unitate, creați un suport, forțându-l să se întoarcă în punctul dorit.
Servomotoarele se înfășoară mai repede, sunt mai puternice și mai precise. Munca routerului este foarte apreciată. Întreținerea acestora va necesita abilități speciale, care trebuie să fie de încredere personalului calificat. Servomotoarele sunt, de asemenea, mai pliabile.
O freză cu servomotor este necesară pentru prelucrarea de mare viteză a materialelor (adesea tăierea foilor) sau pentru producerea unei matrice de înaltă precizie.
Dispozitive suplimentare
Pe o mașină de frezat CNC special pregătită, este echipată cu dispozitive suplimentare care extind funcționalitatea:
- al patrulea este rotativ: vă permite să produceți părți de forme sferice, finite sau cilindrice, inclusiv diviziuni. De exemplu, coloane, stâlpi, balustrade, picioare pentru mobilă pliabilă;
- Mașină de formare în vid: necesară pentru tăierea frecventă a foilor din PAL, MDF, placaj în elemente pliabile. O masă cu o pompă de vid îndepărtează complet vizierele piesei de prelucrat fără nicio interferență mecanică.
Selectarea routerului CNC
Prin selectarea mașinilor de frezat CNC pentru lemn, țineți cont de cele mai importante caracteristici.
Dimensiunile bancului de lucru
Acestea indică dimensiunea piesei de prelucrat care poate fi frezată pe o mașină CNC. Dimensiunea bancului de lucru poate fi puțin mai mare decât dimensiunile planificate ale pieselor de lucru, care va trebui mai întâi luate în considerare în scopul setării bancului de lucru:
- Dacă intenționați să faceți un slip decupat, 90 x 60 cm este suficient;
- pentru panouri, tablouri și fațade de mobilier - 120 x 120 cm;
- pentru frezarea panourilor ușilor – 130 x 250 cm;
- pentru prepararea cadourilor speciale, suveniruri – dimensiune 30 x 30 cm.
Tipul axului și tensiunea

Pentru roboții cu elemente mici, o forță axului de 1500 până la 2200 W este suficientă. Se plănuiește să frezeze material mai gros de 80 mm, tăind placaj gros, lemn, MDF - un ax necesar cu o putere de 3000 W. Pentru prelucrarea pieselor din fluoroplastic, utilizați o putere redusă de 1500 W. Mașinile industriale cu schimbare automată a tăietorilor au fusuri cu o tensiune de 4000 W.
O altă funcție a fusurilor este un sistem de răcire, care poate fi apă sau vânt. Când prelevăm lemn, utilizați un sistem ieftin și simplu de răcire cu apă.
Înălțimea piesei de frezat.
Grosimea și înălțimea piesei trebuie plasate în coordonata Z. Valoarea maximă a coordonatei indică distanța de la portal la clădire și este selectată după cum urmează:
- pentru lucrul cu rame mari din lemn (suporturi, console), este necesar să aveți o buclă de 20 cm;
- pentru deschidere, afisare materiale publicitare si rame mici este suficient 15 cm.
Tip control
Există trei opțiuni: stand sau telecomandă, computer și bord, computer și LPT. Restul nu este potrivit pentru joburi profesionale.
O altă opțiune este manuală deoarece progresul lucrării este afișat pe monitorul computerului. Acest lucru va necesita adăugarea unui computer, care va fi utilizat pentru întregul proces tehnologic.
Standul pentru telecomanda este bun deoarece sistemul de incalzire este complet integrat cu routerul. De exemplu, atunci când electricitatea este conectată, verstatul fixează poziția și pornește din acest punct. Telecomanda este simpla in keruvanna, furt de la taiere. Cu grijă programul este scris pe computer.
Controlul bancurilor de prelucrare a lemnului cu un sistem de schimbare a sculelor, axe rotative și multe axuri este mai eficient și mai ușor folosind o telecomandă.
Progresul tehnologic nu stă pe loc: astăzi, majoritatea operațiunilor pe care oamenii le executau anterior se desfășoară pe sisteme de control computerizate. Una dintre cele mai populare aplicații este un banc de lucru pentru frezare CNC. Software-ul de control numeric simplifică procesul de operare, îmbunătățește calitatea produsului de ieșire și optimizează procesul de producție.
Programarea unui router: caracteristici ale robotului
Un banc de lucru CNC cu o freză poate efectua un număr mare de operații: găurire, tăiere, desfacere a montantilor pentru deschidere și altele. La fel ca sirovina, să zicem, lemnul, polimerii, metalele, piatra sunt vikorizate. Unitatea de frezat utilizează partea principală de lucru - freza, care facilitează procesul de găurire și tăiere. Astfel de dispozitive sunt cele mai relevante pentru producția de mobilier, precum și pentru companiile implicate în producția de suveniruri și alte produse.
Utilizarea unor astfel de mașini face posibilă creșterea productivității, acuratețea pregătirii germenilor, reduce timpul necesar personalului pentru a lucra, iar ora necesară pentru pregătirea germenilor este redusă semnificativ.
Ce trebuie făcut înainte de alegeri?
Dacă trebuie să cumpărați un banc de frezat, acordați atenție următoarelor puncte:
- dimensiunile pieselor de prelucrat (indicate prin cele mai mari rubrici pe care va trebui să le specificați pentru a elimina necesitatea reprogramarii echipamentelor);
- caracteristici de design (pe scurt, deoarece suprafața portalului va fi realizată din chavun durabil și solid, și nu din aluminiu);
- tip de motor (servomotoarele sunt opțiuni mai plăcute, dar duhoarea va asigura o vâscozitate mai mare a produsului);
- scule (înainte de a alege și de a cumpăra, aflați câte unelte vor fi folosite în robot - dacă sunt multe, atunci alegeți modele cu un modul care schimbă automat sculele și economisește timp operatorului iv);
- program de securitate (dacă programul de securitate este instalat pe dispozitivul dvs. și dacă aveți probleme cu limba engleză, verificați informațiile despre localizarea rusă).
Varietăți de mașini de frezat CNC
Mașinile moderne de frezat pentru lemn, metal și piatră pot fi împărțite în două tipuri principale: cantilever și non-console. Printre soiurile de consolă se numără: blaturi universale, orizontale și verticale. Opțiunile consolei în sine sunt cele mai populare și cele mai solicitate. Opțiunile non-console funcționează pe următorul principiu: în ambele direcții, atât suprafața de lucru, cât și instrumentul de lucru se pot prăbuși.
În magazinul online Top3DShop puteți cumpăra ieftin un banc de lucru pentru frezare CNC. Sortimentul include unități de casă, frezare cu jig, găurire-frezare și unități 3D. Puteți avea propria producție cu instrumente clare - ieftin și cu investiții minime pe oră. Garantăm procesare și livrare promptă în toată Rusia. Aceștia sunt pașii zilnici pentru a îmbunătăți eficiența și fluiditatea muncii în producția dvs.
Bancul de lucru pentru frezare în consolă 6M82 a fost demontat în urmă cu peste 50 de ani la uzina Gorky ca o unitate puternică pentru producția de piese de prelucrat în loturi mari și individuale.
1
Această unitate de consolă vă permite să frezați pietre din Chavun, diferite grade de aliaje primare, joase și colorate, folosind unelte de lucru elicoidale, cu discuri, cilindrice, cu cap, cu cap și cu formă. Poate fi ajustat la diferite cicluri de operare automate și automate. Din aceste motive, suntem implicați activ în producția pe scară largă la depozitul de linii de producție automate și flux pentru implementarea diferitelor inputuri operaționale.
Rigiditatea crescută și parametrii tehnici speciali ai instalației descrise fac posibilă recaptarea potențialului frezelor din carbură și al sculelor extrem de eficiente. Unitatea face posibilă tăierea diferitelor tipuri de spirale datorită faptului că suprafața sa de lucru poate fi rotită în jurul axei sale (verticală).
Cea mai mare productivitate a bancului este atunci când frezați cadre, caneluri, roți dințate și suprafețe orizontale.
Unitatea se caracterizează prin funcționare manuală și este nevoie de puțin timp pentru a regla diferite operațiuni. Iată o listă cu capabilitățile avansate ale acestui echipament de frezat în consolă:
- controlul asupra mișcărilor suprafeței de lucru a mânerelor, care, după rotirea directă, sunt identice cu direcția de mișcare a mesei;
- începerea mișcărilor de alunecare, pornirea și pornirea axului sunt selectate cu butoane;
- în partea stângă și în față a unității sunt instalate mânere și butoane pentru controlul duplicat al robotului;
- Funcționarea de bază a instalației este determinată de un flux permanent;
- Dispozitivele vibratoare cu un singur maner, cu ajutorul carora se poate schimba avansul si fluiditatea bancului de lucru, asigura indepartarea furajului si fluiditatii necesare fara trecerea obligatorie a tipului crotch.

Caracteristicile de design ale bancului de lucru includ:
- lubrifiați-vă mecanismele în modul automat;
- fixare flexibilă a tăietorilor de lucru;
- precizie ridicată a unității, care poate fi obținută prin plasarea șurubului de avans (transversal) de-a lungul axei sculei;
- gamă largă de opțiuni de servire;
- capacitatea de a transfera suprafața de lucru cu trei sau două coordonate în același timp;
- prezența unui dispozitiv special care vă permite să creșteți eficient debitul (nu numai în modul manual, ci și în ciclul automat);
- Alimentarea cuplajelor electromagnetice culisante se bazează pe principiul de funcționare fără contact.
În plus, acest stat de lucru din seria „M” permite rotirea motorului de alimentare cu motor electric, care funcționează pe un jet staționar. De asemenea, unitatea poate fi modernizată cu ușurință prin instalarea unor mecanisme de control operațional al echipamentului și a unui sistem digital de indicare a diferitelor operațiuni.
2
Baza unității este un cadru, liniile drepte orizontale sunt folosite pentru uscarea portbagajului, iar liniile verticale sunt folosite pentru consolă. Echipamentul electric al unității de frezat este „ascuns” în nișe situate pe partea dreaptă și stângă. Partea dreaptă a unității are un remixer. Vă permite să selectați un anumit mod de aspect robotic:
- „Dă de la mâner” (schema standard de robot);
- „Cicl automat” (un mod care este selectat în timpul producției de loturi mari de piese, care sunt, totuși, supuse propriilor caracteristici);
- „Masa rotundă” (acest mod este recomandat pentru prelucrarea continuă a germenilor pe o suprafață de lucru care este înfășurată).

Oțel 6M82 cu caneluri în formă de T, proiectat pentru montarea mașinilor pe suprafață pentru frezare, precum și reaspirația ulterioară a acestora. La canelura desemnată, șuruburile sunt introduse pentru a fixa unealta și piesele. În plus, există o altă canelură pentru montarea camelor, care ajută la comutarea (în modul automat) a transferurilor târzii pe masă. Această canelură este situată pe suprafața laterală (față) a mesei.
Consola vă permite să coborâți și să ridicați masa. Dispozitivele de mișcare și alimentare rapidă sunt amplasate în mijlocul consolei, iar mecanismele interne se prăbușesc în jurul motorului. Setările de viteză sunt setate în spatele mânerului suplimentar, care se află pe stația consolei (față). Acest mâner vă permite să mutați suprafața de lucru.

Corpul bancului de lucru poartă în ordinea sa două (sau uneori una) suspensii, care sunt necesare pentru a susține dornul (și capătul drept în sine). Celălalt capăt este montat în conul axului și fixat cu un șurub. Trunchiul drept este asigurat cu nuci. Ele trebuie să fie ușor deșurubate, deoarece este nevoie de trunchiuri supradrenate în situația necesară.
Unitatea are capacitatea de a muta ghidajele simultan cu suprafața de lucru și placa (rotativă). Restul se instalează direct. Acestea vă permit să mutați masa direct mai târziu.
3
Acționarea de alimentare este formată dintr-un motor electric situat la consola unei structuri de flanșă. Cutia de alimentare are dinți de roată, care ajută la reglarea avansurilor de lucru. Roțile prevăzute includ un cuplaj cu gheare instalat pe elementul de transfer, precum și două blocuri cu trei șuruburi. În timpul reinstalării, unitatea este protejată de un ambreiaj cu arc reglabil cu design cilindric. Acesta putrezește pe arborele cutiei de alimentare.
Se aplică taxe pentru schema ofensivă:
- consola primește intrarea care este transmisă de la caseta de alimentare;
- Când ambreiajul (cama) este pornit, angrenajele roților finale și cilindrice transmit învelișul șuruburilor de rulare (există trei).
Este important de reținut că șurubul în sine îndepărtează învelișul, se formează alimentarea verticală, transversală și târzie.

Ciclul de frezare a pieselor pe unitatea de atac:
- o voi servi pe masă;
- Din panoul de control („Oțel”), porniți transferul lichidului care este procesat către unealta de lucru;
- După frezare, alimentarea către masă este pornită, astfel încât mânerul este rotit automat de o came specială în poziția „Neutr”;
- Masa recunoaște piesa de prelucrat care a trecut de prelucrarea specificată și începe mișcarea de răsucire (pentru ca masa să revină în poziția cob, este necesar să eliberați butonul „Roll table”).

Pentru alimentarea transversală sau verticală a suprafeței pentru frezarea teșită, mutați mânerul în poziția dorită. După procedură, camele mașinii pornesc alimentarea fără participarea operatorului.
IZOB GUTEN II
Ooyua Radyanskiv
Socialist
Zalezhne v ed. certificat de MvЂ"
Declarat 111/14/1966 (nr. 1060903t25-8) din cererea acceptată nr. вЂ"
Cl. 49b, 1/07
U K 621 914 38-52(088 8) Comitetul pentru intrări corecte și critici sub Radia de Miniștri
V. L. Kosovsky, M. B. Gtalie, S. S. Cernikov, G. I. Zuzanov, B. L. Korobochkin și L. S. Stolbov
Institutul de Cercetări Științifice Experimentale de Lucrări Ottotalorizale
Solicitant
STAȚIE DE LUCRU DE FRAZARE AUTOMATĂ
Include bancuri de lucru automate pentru frezare. Ce să se așeze pe capul de frezat și tamburul rotativ despărțitor de la orizontul IbHQH toată ambalajul, pe marginea laterală verticală a căreia este tăiată piesa de prelucrat, și pozițiile de importanță și extindere a piesei de prelucrat pe marginile superioare il inferioare.
Poziționarea bancului de frezat se bazează pe faptul că, pentru a îmbunătăți îndepărtarea așchiilor, 1 așchie din capul de frezare drept este plasat într-un plan vertical perpendicular pe axa tamburului.
În plus, pentru a crește rigiditatea structurii capului de frezare, este posibil să se rotească tamburul de 15 ori atunci când este scos din zona de procesare a instalațiilor pe o sanie uscată.
Pentru a așeza tamburul pe clemă, apăsați-l atunci când prelucrați piesa de prelucrat și apăsați-l de până la 2 ori direct când unealta este scoasă din piesa de prelucrat, se folosesc cilindri hidraulici. Hidrocil?! Deplasați tamburul.i axa. Prin creșterea fiabilității bancului de lucru în regim automat, roboții și controlul manual al corpurilor de lucru ale bancului de lucru sunt asigurate cu un sistem de control hidraulic bine consacrat, care asigură hidromecanic direcția camelor în automat pe»cute 3! 1 roboți și pantă de control al presiunii electrice: Mod reglabil: roboți 1ms cu repornire dintr-un mod și altul cu ajutorul unui panou de comandă suplimentar cu 3 comenzi electrice!Germană.
l la line?ke схс.,12 i !«!vski ii;ioopazhsn Descriptions of Automation! verstat, 1-13 stanina 1 spersd ll;1 orizontal direct instalatie proza:!? I la I pall «x din tamburul cu două fețe sunt instalate
3 deja! I. ilнble i pllсpoссО,!енl! 11, Vko Gori; krs pyaTsl obraoativasm!.1e virobi.
I la Verti Kalai! !k pe partea dreaptă a cadrului este montat capul de cereale 1. Verstat poate fi instalat V!v;.;. Varianta 2x: cu un cap de frezat 1,; ax de 1 mm paralel cu marginea verticală a tamburului, sau cu un cap de frezat >, care are un ax perpendicular pe marginea tamburului, First free ep1app robots for robots. , disc și fraze în formă, iar Celălalt - sfârșit!1 și sfârșit.
Capul de frezare este conectat la motor prin cutia de alimentare. 11sp alimentare de lucru și yci;op.nogo ho",a:B" k.gio"asl hidraulic!1ml! f?! si ce zici de aceste ascensoare, pe Odyaschimisl in caseta 11032“, Drum permsgtsastl, p0130ra:!iv!sunt 3 tot atatea!aeTOB Furs240453
10 joase cu 1 actionare hidraulica, montate la cadrul bancului.
Statul de lucru într-un ciclu automat funcționează conform comenzii curente.
130 de ore de frezat o sanie cu tambur sunt cunoscute în imagine! poziția stângă.
Apare astfel: este situat pe marginea verticală stângă a tamburului atunci când routerul mișcă primul cap 4 sau 5 în jos de-a lungul liniilor drepte verticale ale patului. Totodată, așezată pe marginea orizontală inferioară a tamburului, piesa de prelucrat este așezată, după finalizare! La frezare, sania tambur este deplasata spre dreapta si simultan cu capul de frezat 4 sau 5 psdn!1 se misca cu viteza mare. Înainte ca sania să înceapă să miște tamburul, presiunea pe o parte a cilindrilor este activată pentru a apăsa tamburul, drept urmare presiunea asupra restului tamburului este slăbită, iar mișcarea saniei devine posibilă.
După ce vibrația este eliberată de la freză, tamburul se mișcă în direcția axei de înfășurare cu o cantitate crescută, ceea ce asigură același tip de cleme. După ce tamburul se apropie de poziția corectă a știfturilor, sania cu tamburul este deplasată spre dreapta, astfel încât la întoarcere, atașamentul cu tamburi să nu blocheze capul de frezat, care se ridică.deplasați spre stânga până la opritorul tare reglabil. .atingand pozitia extrema din stanga, tamburul este asezat pe o clema rigida.Pentru aceasta tamburul se misca inainte si inapoi pe axa sa sub actiunea cilindrilor hidraulici.dupa apasarea tamburului, cursa de lucru a capului de frezat 4 sau 5 jos, apoi începe următorul ciclu al bancului de lucru robotizat.
Sistemul de control al bancului de lucru este proiectat în așa fel încât în ciclurile de lucru automate și automate, majoritatea comenzilor să fie efectuate hidromecanic prin opritoarele de comandă asociate cu sania cu tambur, iar în ciclul de lucru automat 10? Tip kg! Flacon, demontat de Ira
50 de telecomenzi. Prin urmare, în circuitul hidraulic, există bobine cu bobine și comenzi electrice și două linii, dintre care una este sub presiune atunci când funcționează în modurile manual și automat, iar cealaltă.în modul de configurare.Presiunea pe aceste autostrăzi este întreruptă pt. ajutați la bobina cu comenzile electrice când treceți pompa în modul robot.
Articol de vin
1. Lvtokh!atized1! un banc de frezat pentru a găzdui un cap de frezat liber și un tambur rotativ de separare cu o înfășurare orizontală, pe partea verticală a căreia este tăiată piesa de prelucrat și pozițiile de atracție și expansiune ale tipurilor rotative Se află pe marginile de sus și de jos , Vă rog! Capul de tăiere este făcut drept, capul de frezat este drept pe planul vertical perpendicular pe axa tamburului.
2. Automatizarea bancului de frezare conform articolului 1, care se bazează pe metoda de avansare?
3. Automatizarea bancului de frezare pentru pp. 1 si 2, datorita faptului ca, prin metoda de aterizare a tamburului pe clema, pentru: 1 la prelucrarea piesei de prelucrat si presarea la liniile drepte la scoaterea sculei din piesa de prelucrat, fara a asigura cilindri hidraulici, Apoi deplasați tamburul pe axa sa.
4. Automatizarea bancului de frezare pentru pp. 1 în „3, sau !іcha101 Aceasta înseamnă că, odată cu metoda de creștere a fiabilității robotului de banc de lucru în modul automat, roboții asigură manevrabilitatea lucrătorilor robotici opI a bancului de lucru atunci când este reglat, bancul de lucru este în siguranță un control separat sistem ce asigura mecanica hidraulica - controlul precis al camelor in regim automat roboti si control electrohidraulic in regim de reglare;roboti cu comutare dintr-o parte in alta in spatele unui ventil cu bobina cu comenzi electrice.
Superintendent L. Shestova
Editor A. liep
Redactor tehnic A. A. Kamishnikova Corector E. N. Mironova
Drukarnya, Ave., Sapunova, 2. g!!.az 1800!16 Tipavs 480 Plată anticipată
Comitetul TsNDIPI este in dreapta si deschis!! Bolnav de dragul miniștrilor SRSR
Moscova, Centru. Serova Ave., mug. 4
DESPRE PIZOB GUTENNYA 240453 Statele Unite ale Republicilor Socialiste Sovietice CERTIFICATE AUTORUL Zalezhne de la autor. Certificat M-ayavland 14,111.1966 (1060903125-8)aplicații acceptate-prioritate Comitetul pentru dreptul de intrare și ieșire sub Radya ministrului Republicii Socialiste Socialiste Republicilor Socialiste Publicații 1111969 Până la 1 an Data publicării 4 L 111 pisu. Experimental i B. Gale 1, S. S. Chernikov, G. I. Zuzanov, Orobochkin și L. S. Pillar-Dosledny Institute of Detectors of Verstats I Bachiv VTOMATI 3 I INSHY MILLING STA roboți și elsktrdgtsdravlts:sskds control: 1 ms roboți de la re-clienți de la părinți În orice mod, controlul central este diferit pentru bobina suplimentară supapă, comenzi electrice. e sanie 2 h Turn baradatsoz 1.1. 113 11) atz 1 x închidere de instalare a tamburului cu două fețe 1 adaptorul său 51, În cd Cele fierbinți sunt atașate de coarnele care se formează. 3 b la 2 1. De la t 2 i 0 la m REPORT Vikonlts 51 U Vuh Variatst 2 x: cu cap de frezat 1,; 15 20 Persha pentru KINTSEVIMI în formă de robot. 25 Frezare unitatea de alimentare și uslisssktsmts vyzd shchastsl, 1 rezerka 5 buc drfre 12 11 І-lea suport prin hidraulica kdt okremoospytsya, găsit PERMSS-sya miere. 11, cursa Vkliochanyyuts cuplaj. Există bancuri de frezat automate care așează materialul liber pe capul de frezat și un tambur rotativ mare cu înveliș orizontal, pe cealaltă parte verticală a căruia sunt retușate prelucrarea și decorarea. .G 1 bancul de frezare rar este ascuțit pentru a îmbunătăți fluxul de așchii din capul de frezat Viconian la un plan vertical perpendicular pe axa tamburului, În plus, pentru deplasare Rigiditatea este de până la: 1 - structura tamburului. capul de frezat asigură posibilitatea de a roti tamburul atunci când acesta este retras zone de prelucrare a instalațiilor pe sănii, pentru aterizarea tamburului pe clemă, apăsarea acestuia în timpul prelucrării piesei de prelucrat și împingerea acesteia drept când unealta este adusă la ieșirea din piesa de prelucrat cu 1 cilindri hidraulici, cilindri hidraulici AC Căutați tamburul pe ax. Prin creșterea fiabilității robotului de banc de lucru în modul automat, roboții sunt asigurați de controlul manual al corpurilor bancului de lucru cu controlul sistemului hidraulic bine stabilit, care asigură controlul hidromecanic al camelor în reskom automată K V 23 sU:1 K 621.914. 38-52, 088.8 capul este atribuit CHESKCM: 1, DISC І3 VT 013 - END FITS cu acţionare hidraulică, montat la suportul de banc. Statul de lucru într-un ciclu automat funcționează conform comenzii curente. Se formează astfel: e, situat pe marginea verticală stângă a tamburului prin deplasarea capului de frezat 4 sau 5 în jos de-a lungul liniilor drepte verticale ale patului. În același timp, în baie, așezat pe ticălos. Pe marginea orizontală inferioară a tamburului, piesa de prelucrat este așezată la suprafață.După terminarea frezei, sania este mutată spre dreapta și în același timp capul de frezat 4 sau 5 se ridică cu viteză mare. Înainte ca sania tamburului să înceapă să se miște, presiunea în partea cilindrilor tamburului este activată, drept urmare presiunea restului asupra cadrului de ghidare este slăbită, iar mișcarea saniei încetează să se miște . După ce vibrația este eliberată de la freză, tamburul se deplasează în direcția axei de înfășurare la o dimensiune crescută, ceea ce asigură același tip de cleme. După ce tamburul se deplasează în poziția extremă dreaptă, sania se rotește cu 90". După ce rotirea tamburului este încheiată, sania se deplasează spre stânga până la opritorul dur reglabil. Cu puțin timp înainte de a ajunge în poziția extremă stângă, tamburul este așezat pe hard. opritor.Tamburul este presat pe opritorul tare iar cilindrii blocheaza tamburul pe cleme, presandu-l imediat prin sanie pana la ramele de ghidare., ca in ciclurile automate si automate ale robotului, majoritatea comenzilor se executa hidromecanic din opririle conectate cu saniile de tambur, iar in ciclul initial robotul poate fi respins Ingrijirea pielii mamei cu managerul de butoane, mutat 15 20 25 30 35 40 45 50 Prin telecomanda in circuitul hidraulic, bobinele sunt transferate la comenzile rutiere și electrice și există două linii, dintre care una este sub presiune, atunci când se lucrează în modul automat în moduri precise și automate, iar în alte moduri - în tăierea de precizie. trecerea la modul robot. iar detaliile sunt desenate consecvent pe marginile superioare și inferioare, astfel încât, prin îmbunătățirea minții rindelui, capul de frezat drept să fie modelat vertical și planul să fie perpendicular pe axa tamburului.2. Banc de frezat automat conform articolului 1, care este proiectat astfel încât, prin creșterea rigidității structurii capului de frezat și asigurând capacitatea de a roti tamburul atunci când este scos din zona de prelucrare, tamburul rotativ să fie instalat pe o sanie. Automatizarea bancului de lucru de frezare pentru pp. 1 și 2, în funcție de aceasta, prin așezarea tamburului pe clemă, apăsând-o la prelucrarea piesei de prelucrat și apăsând-o până la punctele de ghidare care duc la ieșirea sculei din piesa de prelucrat, fără a se asigura cilindrii hidraulici, care se schimbă Căutați tamburul de pe ax. 4. Automatizarea bancului de frezare pentru pp. 1 - 3, prin urmare, este important ca, prin creșterea fiabilității robotului de banc de lucru în regim automat, să se asigure funcționarea manuală a pieselor de operare a bancului de lucru la reglare, banca de lucru să fie asigurată printr-un sistem de control hidraulic, Ce este asigurat de controlul mecanic hidraulic al camelor în modul automat și modurile de funcționare cu control electrohidraulic cu comutare de la un mod la altul pentru a asista ventilul cu comenzi electrice.
Aplicație
Institutul de Cercetări Științifice Experimentale de Lucrări Metalurgice
Yubreten V. L. Kosovsky, B. Paley, S. S. Chernikov, G. I. Zuzanov, B. L. Korobochkin, L. S. Stolbov
MPK / Mitki
Cod disponibil
Banc de lucru pentru frezare automată
Brevete similare
Vă permite să demontați sania 6 de pe masa 3, îmbinările axului 5 cu motoarele electrice ale acționării capului montate pe cărucioarele 11, care pot fi deplasate de-a lungul liniilor drepte 12 și în linie dreaptă verticală de la motorul electric 13 prin antrenare cu șurub 14 și mai important 15 și mai important 15 suporturi 18 pe traversa 4. La capătul frontal al mesei 3 există un dispozitiv automat de schimbare a sculei, care include un magazin de scule 19, care se pliază până la un număr de axe. 5 cu mai multe secțiuni 20 (Fig. 3), de exemplu șase coji, 21 fante de instalare suporturi de scule 22. Soclurile 21 sunt fixate în rozete cilindrice ale corpului 23...
Rola I sunt în spatele angrenajului melcat TT, rolei M și transmisiei finale. Secțiunea transversală E este refiletată manual, cu rola înfășurată în jurul transmisiei finale și apoi trecută prin secțiunea transversală E rulând, șuruburi pg, - tv. Cealaltă avansă a arborelui de frezat se efectuează manual cu ajutorul unui șurub T 4. Pentru a freza suprafețele de capăt ale cutiilor de bobină, bucșa X este presată în poziție pe tija X, bucșe 5. Bucșa X este asigurată de un excentric. ax de frezare instalat; cel rămas este antrenat în rotație în spatele unor viteze suplimentare. Pentru a verifica lashtunki, se fixează o altă secțiune transversală (cărucior) P, care este îndoită pentru a se potrivi cu profilul toboganului. 1. Banc de frezat transversal pentru frezarea cenușii unei oglinzi.
La vederea cuțitelor raftului de pace există un dispozitiv conectat la grilele ceramice și anti-diatron ale lămpii de intrare L 1. Se aplică o tensiune negativă rețelei infracționale, care scurtcircuitează lampa L. Reducerea lămpii L determină o scădere a tensiunii anodice a carcasei, iar un impuls negativ este furnizat grilei lămpii intermediare conectată prin capacitatea diferenţială Z, în spatele anodului lămpii de intrare A. lampa L 2 comută . Scurtcircuitarea lămpii L determină o schimbare a tensiunii anodului către carcasă, ceea ce determină lampa de ieșire L, lancea rețelei...