திட்டமிடல் பெஞ்சுகள் - மரவேலை பெஞ்சுகள். Reismus மர கைவினைஞர்கள் Vibir ரோபோ பயன்முறை
இரட்டை பக்க பிளானிங் பெஞ்ச் Logosol DH410 PH260 இயந்திரத்திற்கு மிகவும் ஒத்திருக்கிறது. தளவமைப்பு அதே கொள்கைகளை அடிப்படையாகக் கொண்டது, அதன் பெரும்பாலான கூறுகள் PH260 ஐ ஒத்ததாக இருக்கும். இது ஒரு வேலை செய்யும் அட்டவணை மற்றும் வெட்டுவதற்கும் உணவளிப்பதற்கும் பெரிய மோட்டார்கள் கொண்ட மிகவும் நீடித்த பணியிடமாகும். இருப்பினும், புதிய கத்திகள் மற்றும் வெட்டு தலைகளும் தேய்ந்து போயுள்ளன.
நன்மை என்னவென்றால், DH410 நான்கு கட்டர்களுக்குப் பதிலாக இரண்டு கட்டர்களைப் பயன்படுத்துகிறது. 310 மிமீ அகலம் மற்றும் 100 மிமீ உயரம் கொண்ட பலகையின் கோப் வடிவ பிளானிங் மற்றும் மேலும் பலகையுடன் பலகையை ஒரு பலகை வழியாக கடந்து நான்கு பக்க திட்டமிடல் முடிக்கப்படுகிறது.
DH410 முதன்மையாக நான்கு பக்க பிளானிங் வொர்க்பெஞ்சின் உற்பத்தித்திறன் கொண்ட பணிப்பெட்டி தேவைப்படுபவர்களால் வாங்கப்படுகிறது, ஆனால் ஒரு மணி நேரத்திற்கும் மேலாக அதைப் பயன்படுத்த அனுமதிக்கப்படுவதில்லை. PH260 உடன் ஒப்பிடும்போது DH410 இன் முக்கிய நன்மை என்னவென்றால், 410mm அகலம் கொண்ட நம்பகமான பிளானிங் ஒர்க் பெஞ்சைப் பெறுவீர்கள். எங்கள் உதவியாளர்களில் சிலர் தரை அல்லது பேனல்களுக்குப் பயன்படுத்தப்படும் பிளானிங் போர்டுகளுக்காக DH410ஐ மேம்படுத்தியுள்ளனர். வொர்க் பெஞ்ச் ஊட்டமளிக்கும் ஒரு பொறிமுறையுடன் செங்குத்து பணியிடமாகவும் பயன்படுத்தப்படலாம். பலகைகளின் பக்க பக்கங்களை நீங்கள் திட்டமிடவில்லை என்றால், எஃகு உருளைகளை கம் மூலம் மாற்றவும்.
அம்சங்கள்
- 0.1 மிமீ விளிம்புடன் கூடுதல் பெரிய அளவைப் பயன்படுத்தி நிறுவ எளிதானது.
- யூரோஸ் 16 ஏ.
- மூன்று இயந்திரங்களைப் பயன்படுத்தி தோலை ஒரே நேரத்தில் செயல்படுத்துவதற்கான சாத்தியம்.
- ஒரு பிளேடுக்கு 6000 புரட்சிகள் மென்மையான மேற்பரப்புக்கு உத்தரவாதம் அளிக்கின்றன.
- வெட்டப்பட வேண்டிய மேற்பரப்பின் அதிகபட்ச பரிமாணங்கள்: 410x260 மிமீ.
- வளாகத்தின் விகோரிஸ்தான் நிலைக்கு துருப்பிடிக்காத எஃகு.
- உட்செலுத்தலின் குறைந்த குணகத்துடன், பெஞ்ச் மேசையில் தேய்த்தல் ஒரு மென்மையான உணவுக்கு உத்தரவாதம் அளிக்கிறது.
- குறைந்தபட்ச பராமரிப்பு.
ஒரு கூட்டு பெஞ்சைப் பயன்படுத்தி, செங்குத்தாக மேற்பரப்புகளைத் திட்டமிடுங்கள் மற்றும் கொடுக்கப்பட்ட விளிம்பின் கீழ் பணிப்பகுதியின் முனைகளில் சேம்பர்களை உருவாக்குங்கள். ஜெட், ஜாபர், டெவால்ட், மகிதா, ஃபெலிசட்டி மற்றும் பலவற்றின் வர்த்தக முத்திரைகளின் கீழ் இதே போன்ற செயல்பாடுகளைக் கொண்ட சாதனங்கள் தயாரிக்கப்படுகின்றன.
உற்பத்தியாளரிடமிருந்து அலகுகள் வெறுமனே வழங்கப்படுகின்றன, இது தேவையான அளவு மர பாகங்களை உற்பத்தி செய்ய உங்களை அனுமதிக்கிறது.
டிப்பி
இணைப்பாளரின் பல வெட்டு கூறுகள் ஒரு பக்க அல்லது இரட்டை பக்கமாக இருப்பதைக் குறிப்பிடுவது முக்கியம். பிற பண்புகளைப் பொறுத்து உடைமை மாறுபடலாம்:
- திட்டமிடல் மேற்பரப்பின் அகலம் (400 மிமீ, 500-520 மிமீ, 600-630 மிமீ);
- dovzhina stilnitsa (வரை 2500 மிமீ, 2500-3000 மிமீ);
- பிளேடு மறைப்புகளின் அதிர்வெண் (4700-4800 ஆர்பிஎம், 5000 ஆர்பிஎம்).
வீட்டு கருவிகள் மிகவும் கச்சிதமானவை, வெட்டு அகலம் சிறியது மற்றும் தொழில்துறை கருவிகளின் அகலம் குறைவாக உள்ளது. நீண்ட மரத்தூள் ஆலைகள் பெரிய அளவிலான பணியிடங்களைத் திட்டமிட உங்களை அனுமதிக்கின்றன, அதில் சட்டகம் நகரும். தொழில்துறை இயந்திரங்களில் நிறுவப்பட்ட இயந்திரம், ஒரு ஹெவிலினாவிற்கு 12,000 மடக்குகளை அடையும் உயர் அதிர்வெண் மடக்குதலை நிரூபிக்க முடியும். தயாரிப்பு நகலுடன் வரும் மோட்டார் குறைவான அம்சங்களைக் கொண்டுள்ளது.
பிரின்சிபி ரோபோட்டி
சிறிய தனியார் இயந்திரங்களுக்காக வடிவமைக்கப்பட்ட ஒற்றை பக்க இணைப்பு இயந்திரங்கள், ஒரு ஆபரேட்டரால் இயக்கப்படும். சட்டத்தின் முன் பாதியில் குவிந்த எரிந்த பக்கத்துடன் மரம் வெட்டப்பட்டது. இந்த வழக்கில், பணிப்பகுதி இரண்டு கைகளால் ஒழுங்கமைக்கப்பட்டு வெட்டு உறுப்பு மீது செலுத்தப்படுகிறது. பலகையின் உடைந்த பகுதி உங்கள் இடது கையால் வேலை அட்டவணையின் பின்புறத்தில் அழுத்தப்படுகிறது. தோல் பக்கத்தின் திட்டமிடல் 1-2 முறை சுருண்டு, மரத்தின் கோப்பில் இருந்து படுத்துக் கொண்டது.
ஒரு பக்க பெஞ்ச் மூலம் செங்குத்தாக பக்கங்களை செயலாக்கும்போது, பிளானிங் கட்டர் மீது ஒரு பெரிய பகுதியை ஊட்டவும். இரட்டை பக்க அலகு ஒரே நேரத்தில் இரண்டு பகுதிகளை வெட்ட அனுமதிக்கிறது. மந்தமான குறைவாக இருப்பவர்களுக்கு, கூர்மைப்படுத்துவது அல்லது மாற்றுவது முக்கியம், பாசி தோற்றத்தில் குறைபாடுகளை சரிபார்க்கவும், பலகையின் மேற்பரப்பில் எரியும். 400 மிமீக்கும் குறைவான நீளம் மற்றும் 30 மிமீக்கு மேல் அகலம் இல்லாத பாகங்கள் கூட்டு அலகுக்கு வழங்கப்படுவதற்கு முன்பு தையல் இயந்திரங்கள் மூலம் ஒழுங்கமைக்கப்படுகின்றன. பணிப்பகுதி மடிக்கக்கூடிய உள்ளமைவைக் கொண்டிருப்பதால், அதை டெம்ப்ளேட்கள் மூலம் ஒழுங்கமைக்க வேண்டும்.

அறுத்த பிறகு, பலகையின் மேற்பரப்பு வளைந்து, வேனின் வடிவத்தை எடுத்தால், இணைக்கும் பணியிடத்தை மேம்படுத்துவது மற்றும் கட்டர் தண்டு மீது அடுக்குகளை மீண்டும் திருப்புவது அவசியம்.
மர மரக்கட்டைகளை முதலில் பிளேடில் வைத்து, ஒரு சலவை துப்புரவாளர் மூலம் சுத்தம் செய்யலாம்.
அமைப்பதற்கான விதிகள்
மேலும் செயலாக்கத்திற்கான பெஞ்சில், 1-1.5 மீ ஆழத்தில் பகுதிகளை இடுவது சிறந்தது, பணிப்பகுதி குறுகியதாக இருந்தால், அது கத்தியின் கீழ் இருந்து நழுவி, ஆபரேட்டரை காயப்படுத்தும். முன்னதாக, திட்டமிடப்பட்ட போது மரக்கட்டைகளை கையாள முடியவில்லை. வேலையைத் தொடங்குவதற்கு முன், அகற்றப்படும் மரத்தின் அளவை நீங்கள் தீர்மானிக்க வேண்டும். உங்களிடம் தானியங்கி ஊட்டம் இருந்தால், வேகத்தை அமைக்க வேண்டும்.
எடுக்கப்பட்ட பந்தின் தடிமன் ஒரே நேரத்தில் அல்லது சோதனைத் திட்டமிடலுக்குப் பிறகு தீர்மானிக்கப்படுகிறது.. அறுக்கும் சுழற்சியை முடித்த பிறகு, முடிக்கப்படாத பகுதிகளை சிறிது குறைக்க வேண்டும். 2.5 மிமீக்கு மேல் இழப்பு ஏற்பட்டால், இரண்டு சுழற்சிகள் வெட்டப்படுகின்றன. உயரத்தை அமைத்த பிறகு, கத்திகள் மற்றும் தட்டுகளின் விளிம்புகளுக்கு இடையிலான தூரம் அளவிடப்படுகிறது. உகந்த இடைவெளி 2-3 மிமீ ஆகும். அளவுருக்கள் மாற்றப்படும் போது, மரம் 2 மிமீ வரை அகலம் கொண்ட ஸ்கிராப்புகளால் கிழிக்கப்படுகிறது, கட்டர் சிதைக்கப்படுகிறது.
நேரான ரேக்கின் இருப்பிடத்தையும் கவனிக்க வேண்டியது அவசியம். பட்டையின் அகலத்தை அளவிடுவதற்கு அதற்கும் கத்தி தண்டு இடது விளிம்பிற்கும் இடையில் நிற்கவும். அது மந்தமானதாக மாறினால், கோடு வலதுபுறமாக நகர்கிறது, இது கட்டரின் அனைத்து பிரிவுகளையும் பாதிக்கிறது. விளிம்பில் ஒரு வெட்டு சேம்பர் நிறுவ, அது நேரடியாக ஒரு கூடுதல் பின்னல் பின்னால் ஏற்றப்பட்ட.

சாதனங்கள் மற்றும் வழிமுறைகளின் ஒழுங்குமுறையின் சரியானது கடைசி படியால் தீர்மானிக்கப்படுகிறது. இந்த வழக்கில், அதிகபட்ச அனுமதிக்கப்பட்ட சேதம் காப்பீடு செய்யப்படுகிறது (தட்டையானது - 1 மீட்டருக்கு 0.15 மிமீ, செங்குத்தாக - 10 செ.மீ.க்கு 0.1 மிமீ).
மாதிரிகள்
ஒரு சாதனத்தைத் தேர்ந்தெடுக்கும்போது, முடிக்கப் பயன்படுத்தப்படும் பணிப்பகுதியின் அளவை உறுதிப்படுத்துவது அவசியம். நீங்கள் சிறிய பார்களை வெட்ட திட்டமிட்டால், 4 kW சக்தியுடன் ஒரு சிறிய மாதிரியை நீங்கள் சேர்க்கலாம். பெரிய மரக்கட்டைகளுக்கு உயர் செயல்திறன் கொண்ட இயந்திரத்துடன் கூடிய உயர் பதற்றம் அலகு தேவைப்படுகிறது.
- திட்டமிடல் பெஞ்சுகள் "கிராடன்"
மாடல் Kraton WMPT-260 (39,300 ரூபிள்) ஒரு இணைப்பான் மற்றும் தடிமன், 1500 W இன் சக்தியைக் கொண்டுள்ளது, கச்சிதமானது மற்றும் பணியிடங்களுக்கு தானியங்கு உணவளிக்கிறது.
- கூட்டு JET
1.5 கிலோவாட் சக்தி கொண்ட ஒருங்கிணைந்த பணிப்பெட்டிகள் JET JPT-10B (34,000 ரூபிள்) அளவு சிறியது மற்றும் வேலை செய்யும் மேற்பரப்பை வெட்டலாம்.

JET JPT-310 பணிப்பெட்டிகள் (80,000 ரூபிள்) 5 kW சக்தியைக் கொண்டுள்ளன மற்றும் மோட்டார் இரட்டை காப்புடன் பொருத்தப்பட்டுள்ளன. இது ஒரு பார்த்தேன் உறிஞ்சி இணைக்க முடியும்.
48 கத்திகள் கொண்ட தண்டு பொருத்தப்பட்ட 3.5 கிலோவாட் உற்பத்தித்திறன் கொண்ட கூட்டு இணைப்பான் JET ஜாயின்டர் 6'' (RUB 193,000). Fuguvannya மற்றும் reismusuvannya க்கான Tse obladnannya.
- வெர்ஸ்டாட்டி SF-4
ஒற்றை-பக்க கூட்டு அலகு SF-4 (179,000 ரூபிள்) இரட்டை-கத்தி சுற்று தண்டை இயக்குகிறது, இது 5000 rpm ஐ உருவாக்குகிறது. மூன்று-கட்ட குறுகிய சுற்று ஒத்திசைவற்ற மின்சார மோட்டார் பணியிடத்தில் நிறுவப்பட்டுள்ளது.
- பணிநிலை ஹோல்ஸ்டார் ADH 305
பிளானர்-தடிமன் அலகு ஒரு டேபிள்-டாப் வகை, சக்தி 1.8 kW, இரண்டு கத்திகள் மற்றும் ஒரு கம் வெளியீடு தண்டு பொருத்தப்பட்ட. சராசரி விலை - 44,900 ரூபிள்.

- பிராண்ட் கொர்வெட்
1.5 kW சக்தி கொண்ட தொடர் 106 (29,960 ரூபிள்) சிறப்பு வெட்டிகள், மூன்று கத்திகள் கொண்ட ஒரு தண்டு பொருத்தப்பட்டுள்ளது.
Zrazok Enkor Corvette-24 (RUB 18,130) 1.25 kW ஆற்றலைக் கொண்டுள்ளது மற்றும் தடிமன் பயன்முறையில் இருந்து இணைப்பிற்கு சீராக மாற்ற அனுமதிக்கிறது.
- வெர்ஸ்டாட் MB5026
சீன உற்பத்தியில் இருந்து ஒற்றை பக்க மாதிரி MB5026 (54,900 ரூபிள்) ஒரு தண்டு மற்றும் மூன்று கட்டர்களுடன், 3 kW சக்தியுடன் பொருத்தப்பட்டுள்ளது.
- பிராண்ட் Scheppach
பிளானிங்-தடிமன்கள் Scheppach HT-1050 (23,000 ரூபிள்) 1.5 kW ஆற்றல் மற்றும் ஒரு குயில் ஒன்றுக்கு 9000 புரட்சிகளின் உற்பத்தித்திறன் நம்பகமான செயல்பாடு மற்றும் மரம் வெட்டுதல் ஆகியவற்றை நிரூபிக்கிறது.
Scheppach HT-850 (17,000 ரூபிள்) 1.25 kW மோட்டருடன் இணைந்து கச்சிதமானது மற்றும் பணிப்பகுதியின் மென்மையான மேற்பரப்பை ஒழுங்கமைக்க உங்களை அனுமதிக்கிறது.
HT-650 இணைப்பான் (18,020 ரூபிள்) 1.28 kW மோட்டார் பொருத்தப்பட்டுள்ளது, ஒரு மொபைல் வடிவமைப்பைக் கொண்டுள்ளது, மேலும் கையேடு ஊட்டத்தை மரத்திற்கு அனுப்புகிறது.
| விரோப்னிக் | மாதிரி | பொட்டன்சி, டபிள்யூ | சராசரி விலை, தேய்த்தல் |
| கிராடன் | WMPT-260 | 1500 | 39 300 |
| JET | JPT-10B | 1500 | 34 000 |
| JPT-310 | 5000 | 80 000 | |
| இணைப்பான் 6'' | 3500 | 193 000 | |
| குர்கன் மரவேலை இயந்திர ஆலை | SF-4 | 2800 | 179 000 |
| ஹோல்ஸ்டார் | ADH 305 | 1800 | 44 900 |
| கொர்வெட் | 106 | 1500 | 29 960 |
| என்கோர் கொர்வெட்-24 | 1250 | 18 130 | |
| — | MB5026 | 3000 | 54 900 |
| ஷெப்பாச் | HT-1050 | 1500 | 23 000 |
| HT-850 | 1250 | 17 000 | |
| HT-650 | 1280 | 18 020 | |
| மகிதா | 2012NB | 1650 | 41 000 |
| டெவால்ட் | D27300 | 1600 | 78 900 |
Makita மற்றும் DeWalt பணிப்பெட்டிகளுக்கான விலையானது சாதனத்தின் வகை மற்றும் அதன் உள்ளமைவைப் பொறுத்தது. Makita 2012NB பிளானர்-தடிமன் 1.65 kW சக்தி கொண்டது, விலை சுமார் 41,000 ரூபிள் ஆகும். 1600 W இன் சக்தி கொண்ட DeWalt D27300 பணிநிலை 78,900 ரூபிள் செலவாகும்.
Enkor Corvette-24 இணைப்பாளரைப் பார்க்கும் வீடியோ.
மரத்தை ஒழுங்கமைக்க, நீங்கள் வெவ்வேறு நிறுவல்களைப் பயன்படுத்தலாம். பொருள் வகை எந்த வகையான வேலை மேற்கொள்ளப்படும் என்பதைப் பொறுத்தது: வெட்டுதல், அரைத்தல் அல்லது திட்டமிடல். மரத்தைத் திட்டமிடுவதற்கு, மரத் திட்டமிடலுக்கு திட்டமிடல் மேற்பரப்புகள் பயன்படுத்தப்படுகின்றன. மூன்று நடைமுறையில் ஒரே மாதிரியான வெட்டு வகைகள் உள்ளன: கூட்டு, தடிமன் மற்றும் திட்டமிடல். இப்போதெல்லாம், மேற்பரப்பு திட்டமிடலுக்கான மேற்பரப்பு பிளாங்கிங் மிகவும் பிரபலமாகி வருகிறது. இது அவர்களின் வெற்றிகரமான செயல்களால் என்ன முடிவுகளை அடைய முடியும் என்பதோடு தொடர்புடையது.
திட்டமிடல் செயல்முறையின் அம்சங்கள்
வீட்டிற்கு பலவிதமான உபகரணங்கள் உள்ளன, ஏனெனில் நீங்கள் ஒவ்வொரு மணி நேரமும் மரவேலைகளைப் பயன்படுத்தலாம். வோலோடியா மேற்பரப்பு திட்டமிடல் இயந்திரத்தின் இந்த குறிப்பிட்ட அம்சங்களைக் கூர்ந்து கவனிக்க, கீழே உள்ள திட்டமிடல் செயல்முறையைப் பார்ப்போம்.
வூட் பிளானிங் என்பது ஒரு வெட்டுக் கருவி அல்லது பணிப்பொருளின் இயக்கத்தை உள்ளடக்கிய ஒரு வகை வெட்டு ஆகும். இந்த வகையான செயலாக்கமானது பணிப்பகுதியின் தடிமன் மாற்றத்தை நேரடியாக பிந்தையவற்றிற்கு மாற்றுகிறது. சிறிய அளவிலான உற்பத்தி அல்லது தொழில்துறை அளவில் வீட்டில் மேற்கொள்ளப்படலாம். முன்னதாக, திருப்பு மற்றும் முன்னேற்ற இயக்கத்திற்கான அடிப்படையாக இணைப்பான் பயன்படுத்தப்பட்டது.
தடிமனானவரின் வேலைத்திறன் இணைப்பாளரின் செயல்பாட்டின் கொள்கையைப் பின்பற்றுகிறது: ஒரு பாஸில் ஒரு பாடும் பந்தைத் தயாரிப்பதற்காக ஒரு சுழலும் மற்றும் முன்னோக்கி ஓட்டத்துடன் தயாரிப்பு அல்லது வெட்டு உறுப்பு சுத்தியல் செய்யப்படுகிறது.
தடித்தல் என்பது ஒரு வகை திட்டமிடல் ஆகும், இது கொடுக்கப்பட்ட மேற்பரப்பு தூய்மை மற்றும் மேற்பரப்பு பூச்சு ஆகியவற்றிலிருந்து பணிப்பகுதிகளை அகற்ற அனுமதிக்கிறது. இணைப்பான் மற்றும் கூட்டு செயல்முறையின் முக்கியத்துவம் பரிமாணங்களின் உயர் துல்லியம் மற்றும் குறுகிய நிலை ஆகியவற்றில் உள்ளது.
கிளாசிக் வடிவமைப்பு
ஒரு சாவடிக்கு, நீங்கள் ஒரு தொழில்துறை அளவில் உற்பத்திக்கு ஒரு மெல்லிய மாதிரியை தேர்வு செய்யலாம், நீங்கள் ஒரு மெல்லிய மாதிரியை தேர்வு செய்யலாம். வீடு மற்றும் வணிக பயன்பாட்டிற்காக, வடிவமைப்பு தோராயமாக ஒரே வடிவமைப்பைப் பின்பற்றுகிறது, இதன் முக்கிய அம்சங்களை சுருக்கமாகக் கூறலாம்:
- ஒரு வெட்டுக் கருவியைப் போலவே, கத்திகளுடன் ஒரு பரந்த தண்டு பயன்படுத்தப்படுகிறது. கத்திகளின் எண்ணிக்கை மாறுபடலாம். தயார் செய்யும் போது, வைகோர் கருவி எஃகு மூலம் தயாரிக்கப்படுகிறது, இது டிரிவல் இன்ஃப்ளோவை அகற்றும். இந்த வழக்கில், கத்திகளை கூர்மைப்படுத்துவது ஒரு பெரிய அளவிலான பொருளை மேற்பரப்பு திட்டமிடல் மூலம் அனுப்பிய பின்னரே தேவைப்படும்;

எந்திர தூரிகை ஒரு விகோரிஸ்தான் இணைப்பாளருடன் மென்மையாக்கப்படுகிறது, இது செயல்பாட்டின் மென்மையைக் குறிக்கிறது. பல வகையான உற்பத்தியாளர்களின் தடிமன் மற்றும் இணைப்பின் இதேபோன்ற செயல்முறை மூலம், கூட்டு-தடித்தல் இயந்திரங்களை உருவாக்குதல் மேற்கொள்ளப்படுகிறது, இது விரும்பிய முடிவைப் பெறுவதற்கான செயல்முறையை கணிசமாக துரிதப்படுத்துகிறது.
வகைப்பாடு
தடிமனான மேற்பரப்புகளை இரண்டு முக்கிய வகைகளாகப் பிரிக்கலாம்:
- ஒருதலைப்பட்சமான. ஒவ்வொரு முறையும் தயாரிப்பு மேற்கொள்ளப்படும் போது, விலங்குகள் தயாராக இல்லை. வடிவமைப்பு கத்திகளுடன் ஒரே ஒரு தொகுதியைக் கொண்டுள்ளது.
- ஒரு இரட்டை பக்க மேற்பரப்பு திட்டமிடல் கத்திகளுடன் பொருத்தப்பட்டுள்ளது, அவை அட்டவணை முழுவதும் நேரான மேற்பரப்பை உருவாக்க பயன்படுகிறது. இரட்டை பக்க மாதிரிகள் பரவலாகப் பயன்படுத்தப்படுகின்றன.
இருவழி விருப்பத்தின் செயல்திறன் வீட்டில் அரிதாகவே சோதிக்கப்படுவதை விட அதிகமாக உள்ளது.
முக்கிய தொழில்நுட்ப பண்புகள்
வெர்ஸ்டாட் அனைத்து தொழில்நுட்ப பண்புகளையும் கொண்டுள்ளது, அவற்றுள்:
- ஸ்கிராப் செய்யப்பட்ட பணிப்பகுதியின் அதிகபட்ச அகலம். இது மிகவும் அகலமாக இருப்பதால், நீங்கள் ஒரு இணைப்பியைப் பயன்படுத்த வேண்டும். இருப்பினும், இணைக்கும்போது, தேவையான பொருட்களைக் காண்பிப்பது கடினம். அதிகபட்ச அகல காட்டி நடைமுறையில் பெஞ்சின் அகலத்தை குறிக்கிறது.
- உணவளிக்கக்கூடிய பணிப்பகுதியின் அதிகபட்ச அளவு. மினி வெர்ஸ்டாட், பெரும்பாலும் தனிப்பயனாக்கப்பட்ட, மரத்தின் அதிகபட்ச தடிமன் எடுக்க முடியும், இது சுமார் 10 மில்லிமீட்டர்கள், தொழில்துறை விருப்பங்கள் 160 மில்லிமீட்டர்கள் வரை. ஒரு விதியாக, காடுகள் விலங்குகளால் அழிக்கப்படுகின்றன. வடிவமைப்பில் இரண்டு ஸ்டாண்டுகள் மேசைக்கு மேலே ஒரு டிரம் மற்றும் கத்திகள், அத்துடன் மின்சார மோட்டார் மற்றும் டிரைவ் ஆகியவற்றுடன் தொங்கும். டிரம் தளர்வானது மற்றும் செங்குத்தாக நகரும். ஒரு முழு மையமாக இது மாறிவிடும். பல மாதிரிகள் வெட்டும் தொகுதி மூலம் வெட்டு ஆழத்தை சரிசெய்யும் சாத்தியத்தை வழங்குகின்றன.
- ரோலர் மடக்குதல் வேகம் - 10,000 ஆர்பிஎம் வரை. மடக்குதல் திரவத்தை மாற்றுவது நிறுவப்பட்ட கிளினோபாஸ் டிரான்ஸ்மிஷன் மூலம் மேற்கொள்ளப்படலாம்.
- அனைத்து கட்டமைப்பு கூறுகளின் செயல்பாட்டிற்கும் தேவைப்படும் மின்சார மோட்டரின் சக்தி, 1 முதல் 44 kW அல்லது அதற்கு மேல் அதிகரிக்கலாம். அன்றாட வேலைக்கு, குறைந்த பதற்றம் காரணமாக தடிமனான மேற்பரப்புகளைத் தேர்ந்தெடுக்கவும். இதன் பொருள் முயற்சியில் குறைவு ஆற்றல் மட்டங்களில் மாற்றத்திற்கு வழிவகுக்கிறது. இந்த இறுக்கம் உணவளிக்கும் மரத்தை வேகமாக வெட்ட அனுமதிக்கிறது, ஏனெனில் இது ஒரு பாஸில் அதிகபட்சமாக வெட்டப்படுவதைக் குறிக்கிறது. சக்திவாய்ந்த மின்சார மோட்டார்கள் மூன்று கட்ட செயல்பாடு தேவைப்படும். உயர் மின்னழுத்தத்துடன் இணைக்கவும் மற்றும் மின்சார மோட்டார் வெப்பமடையும் வரை அழுத்தத்தின் கீழ் ரோபோவை இயக்கவும். எனவே, இறுக்கமான மாதிரிகள் குளிரூட்டும் முறையை சேதப்படுத்தும்.
- சில்லுகளை அகற்றுவது ஒரு சிறப்பு பொறிமுறையைப் பயன்படுத்தி அல்லது சாதனத்தின் செயல்பாட்டிற்குப் பிறகு கைமுறையாக மேற்கொள்ளப்படுகிறது. ஷேவிங்ஸ் வெட்டு மண்டலத்திலிருந்து அகற்றப்பட வேண்டும், மேலும் துண்டுகள் மரத்தை பாதிக்கலாம்.
- அழுத்தும் சக்தியின் அளவு. பாடும் dovzhina, அகலம் மற்றும் tovshchina இருந்து மரம் பார்கள், செதுக்குதல் பகுதியில் நெருக்கமாக அழுத்தும். மரத்தின் பாடும் பந்தின் துல்லியத்தை மேம்படுத்த இது அவசியம்.
- சில மாதிரிகள் விசைகள் மற்றும் பிற பெடல்களுடன் ரிமோட் கண்ட்ரோலை இயக்குகின்றன. கட்டுப்பாட்டு அலகு ஒரு நிலையான செயல்பாடுகளைக் கொண்டுள்ளது.
இதே போன்ற அம்சங்கள் இந்த வகை வெர்சாட்டின் இரட்டை பக்க மற்றும் ஒரு பக்க பதிப்புகளை வகைப்படுத்துகின்றன.
மாதிரிகளைத் தேர்ந்தெடுக்கவும்
தடிமன் என்றால் என்ன, அது எதற்குத் தேவை என்பதை நீங்கள் தீர்மானித்தவுடன், வடிவமைப்பு கூறுகளின் முக்கிய பண்புகள் மற்றும் முக்கியத்துவத்தைப் பார்த்த பிறகு, நீங்கள் தேர்வுக்குத் தொடரலாம். ஒரு பெஞ்சிற்கான மாடல்களைப் பார்க்கும்போது, பலர் மலிவானதாகவும், இணைப்பானைச் சேர்க்க எளிதாகவும் இருக்கும் என்று நினைக்கிறார்கள். இருப்பினும், மேற்பரப்பு திட்டமிடல் மற்றும் கை கருவிகளை சமன் செய்ய முடியாது.
வெர்ஸ்டாட் பின்வரும் நன்மைகளைக் கொண்டுள்ளது:
- உயர் உற்பத்தித்திறன். எந்த முயற்சியும் இல்லாமல், நீங்கள் ஒரு கை கருவியிலிருந்து இயந்திரமயமாக்கப்பட்ட கருவியாக மாற்றினால், நீங்கள் ஒரு பெரிய அளவிலான பொருளை செயலாக்க முடியும். ஒன்று, நீங்கள் பிளானிங்கிற்கு ஒரு கையேடு இணைப்பியைப் பயன்படுத்தினால், அது நாள் முழுவதும் நீடிக்கும், ஆனால் நீங்கள் எலக்ட்ரிக் பிளானரைப் பயன்படுத்தினால், அதற்கு ஒரு வருடம் அல்லது அதற்கு மேல் ஆகும்;
- நான் எளிமையையும் பாதுகாப்பையும் சேர்ப்பேன். ஒரு இணைப்பியைப் பயன்படுத்தும் போது, நீங்கள் ஒரு காயத்தை குணப்படுத்தலாம், கால்சஸ் தேய்க்கலாம் அல்லது உடல் ரீதியாக சோர்வடையலாம். இந்த வழக்கில், தொழில் வல்லுநர்கள் விரும்பிய முடிவை மிகுந்த மகிழ்ச்சியுடன் அடைய முடியும்;
- இணைப்பான் அல்லது மின்சார பிளானர் உறைந்திருக்கும் போது மேற்பரப்பை முடிந்தவரை கூட உருவாக்குவது நடைமுறையில் சாத்தியமற்றது, ஏனென்றால் மக்கள் தங்கள் ஓட்டத்தின் சக்தியை அளவிட மற்றும் துல்லியமாக கட்டுப்படுத்த முடியாது. அதிக துல்லியமான பரிமாணங்கள் மற்றும் கடினத்தன்மையின் அளவுகளுடன் மேற்பரப்பை ஒழுங்கமைக்க நீங்கள் தடிமனான மேற்பரப்பைப் பயன்படுத்தலாம்.
வீடு மற்றும் தொழில்துறை உற்பத்திக்கான மேற்பரப்புத் திட்டத்தை வாங்குவதற்கு நிறைய காரணங்கள் உள்ளன.
மேற்பரப்புத் திட்டத்தைத் தேர்ந்தெடுப்பதற்கான பல முக்கிய அளவுகோல்களை நீங்கள் காணலாம்:
- பட்ஜெட்.
- எதிர்கால செலவுகளின் அளவு கிட்டத்தட்ட அனைவரையும் பாதிக்கிறது. ஒரு நதிக்கு 5 கன மீட்டருக்கு மேல் மரத்தை வைக்க திட்டமிட்டால், மலிவான மரம் வெட்டும் விருப்பங்களைத் தேர்ந்தெடுப்பது நல்ல யோசனையல்ல. மலிவான மாதிரிகள் முழுமையாக காப்பீடு செய்யப்படவில்லை மற்றும் அதிக தேவை கொடுக்கப்பட்டால் நன்றாக செல்ல முடியும். மேலும், அவை உருவாக்கப்படும் போது, ஆற்றல் சேமிப்பு கூறுகள் தேங்கி நிற்கின்றன, துர்நாற்றத்தின் துண்டுகள் அதிக அளவு நச்சுத்தன்மையைக் கொண்டுள்ளன. விட்ரிஃபைட் மாடல்களின் திறன் தோராயமாக 20 ஆயிரம் கார்போவண்டுகள். ஒரு முறை பழுதுபார்ப்பு அல்லது தினசரி வழக்கத்திற்கு, 17 ஆயிரம் ரூபிள் குறைவாக இல்லாத ஒரு மாதிரியைத் தேர்ந்தெடுக்கவும்.
- தேர்வு மற்றும் நிறுவல் இடம் ஒரு முக்கிய பங்கு வகிக்கிறது. வெர்ஸ்டாட் பெரும்பாலும் வளாகத்திற்கு அருகில் நிறுவல்களை ஏற்படுத்துகிறது, இதன் விளைவாக மின்சார வாழ்க்கை, இடம்பெயர்ந்த ஈரப்பதத்தின் ஊடுருவல் காரணமாக பாதுகாப்பற்றது. பணியிடத்தைப் பார்க்கும்போது, அதன் அளவை சரிசெய்ய வேண்டியது அவசியம்: தோல் பக்கத்திலிருந்து நிறுவிய பின், கையேடு வேலையை அனுமதிக்க எளிதான அணுகல் உள்ளது.
தேர்ந்தெடுக்கும் போது கருத்தில் கொள்ள வேண்டிய முக்கிய பண்புகள் மின்சார மோட்டாரின் பதற்றம், வெட்டு ஆழம், பணிப்பகுதியின் அகலம், தண்டு சுழற்சியின் அதிர்வெண் மற்றும் இயந்திரத்தின் கோணம். அனைத்து அளவுருக்கள், அளவுருக்கள் கூடுதலாக, பணிப்பகுதியை செயலாக்கிய பிறகு என்ன பொருள் அகற்றப்படலாம் என்பதைக் குறிக்கிறது. உங்கள் வடிவமைப்பு என்பது ஒரு வீட்டில் நிறுவப்படலாம் என்பதாகும். சுவர் மிகப் பெரியதாக இருந்தால், ஒரு சிறப்பு தட்டு தேவைப்படுகிறது, ஏனெனில் அது மிகவும் கவர்ச்சிகரமானதாக இருக்கும்.
இந்த புள்ளிகளுக்கு கூடுதலாக, பெஞ்ச் மாடல் வெளியிடப்பட்ட பிராண்டின் புகழ் உறுதி செய்யப்படுகிறது. வீட்டிற்கு மேற்பரப்பு திட்டமிடலை எவ்வாறு அதிர்வு செய்வது? குறைந்த உற்பத்தித்திறன் அல்லது உற்பத்தித்திறன் இல்லாமை ஹிட்டாச்சி P13F, Caliber PP-1900/330 அல்லது STURM TH14203 க்கு பொதுவானது. உற்பத்தியை மேம்படுத்த, Makita 2012 NB, Metabo DH 330 0200033000 மற்றும் DeWalt DW 733 மாதிரிகளைத் தேர்ந்தெடுக்கவும். அவை அதிக நம்பகத்தன்மை மற்றும் உற்பத்தித்திறனைக் கொண்டுள்ளன.
திட்டமிடல் பெஞ்சுகள்முன்பு
வகை:
இந்த புள்ளிகளுக்கு கூடுதலாக, பெஞ்ச் மாடல் வெளியிடப்பட்ட பிராண்டின் புகழ் உறுதி செய்யப்படுகிறது. வீட்டிற்கு மேற்பரப்பு திட்டமிடலை எவ்வாறு அதிர்வு செய்வது? குறைந்த உற்பத்தித்திறன் அல்லது உற்பத்தித்திறன் இல்லாமை ஹிட்டாச்சி P13F, Caliber PP-1900/330 அல்லது STURM TH14203 க்கு பொதுவானது. உற்பத்தியை மேம்படுத்த, Makita 2012 NB, Metabo DH 330 0200033000 மற்றும் DeWalt DW 733 மாதிரிகளைத் தேர்ந்தெடுக்கவும். அவை அதிக நம்பகத்தன்மை மற்றும் உற்பத்தித்திறனைக் கொண்டுள்ளன.
மரவேலை இயந்திரங்கள்
ஒரு பக்க இணைப்பு பெஞ்சுகளில், பணிப்பகுதி மேற்பரப்புகளில் ஒன்றை (அதாவது முகம்) அல்லது தொடர்ச்சியாக, இரண்டு மாற்றங்களில், இரண்டு பணிப்பகுதி மேற்பரப்புகளை சீரமைக்கவும். வேலை செய்யும் உடல் ஒரு கிடைமட்ட கத்தி தண்டு ஆகும், அதில் இரண்டு கால்கள் நிறுவப்பட்டுள்ளன, முதலில். 600 மிமீ அகலம் வரை பணியிடங்கள் மற்றும் பேனல்களை செயலாக்க பெஞ்சுகள் அங்கீகரிக்கப்பட்டுள்ளன.
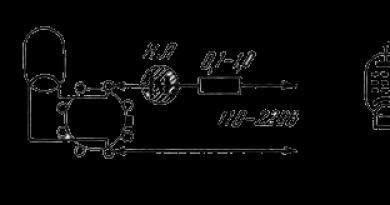
ஒரு பக்க இணைப்பு பணிப்பெட்டியின் வரைபடம் படத்தில் காட்டப்பட்டுள்ளது. 130 பணியிடத்தின் படுக்கை வார்ப்பு, பெட்டி வடிவ வகை. பெஞ்ச் ஒரு நேர் கோட்டை உறுதி செய்வதற்காக முன் மற்றும் பின் அட்டவணைகளை நகர்த்துகிறது. நேராக வார்ப்பு கோடு, நன்கு அமைக்கப்பட்ட ஆதரவு மற்றும் செங்குத்து விமானங்கள், ஒரு அடைப்புக்குறியின் உதவிக்கு பின்னால் ஒரு பெஞ்சில் வைக்கவும்.
சட்டத்தில், பந்து தாங்கு உருளைகளுடன், பிளேடு தண்டு கிடைமட்டமாக ஏற்றப்படுகிறது. தண்டு ஒரு வேலியுடன் மூடப்பட்டு, பெஞ்சில் வைக்கப்பட்டுள்ளது. வேலியின் சுழல் நீரூற்று ஒரு நேர் கோட்டிற்கு எதிராக அழுத்தி, கத்தி தண்டு முழுவதுமாக மூடுகிறது.
தோல் அட்டவணை இரண்டு விசித்திரமான உருளைகள் மீது ஏற்றப்பட்ட, இறுக்கமாக தோல் அட்டவணை பொருத்தமான ஒரு ஸ்லெட் பாதுகாக்கப்பட்ட. ஸ்லெட் போல்ட் மூலம் அடித்தளத்துடன் இணைக்கப்பட்டுள்ளது. விசித்திரமான உருளைகள் அட்டவணைகளை உயரத்தில் நகர்த்தவும், அவற்றை நெருக்கமாக கொண்டு வரவும் அல்லது கட்டர் தண்டிலிருந்து அட்டவணைகளை அகற்றவும் உங்களை அனுமதிக்கின்றன.

சிறிய
1. ஒரு பக்க கூட்டு பெஞ்சின் கொள்கை வரைபடம்: 1 - பின்புற அட்டவணை, 2, 15 - விசித்திரமான உருளைகள், 3 - உந்துதல். 4 - அடைப்புக்குறி; 6 - நட்டு; 6 - கத்தி தண்டு; முன் மேசையின் மேல் மற்றும் கீழ், 16 - ஸ்லெட், 17 - புஷ்-பட்டன் நிலையம் நிறுவப்பட்ட இடம், 18 - கையேடு கொக்கியை விட முக்கியமானது, 19 - கட்டர் ஷாஃப்டிற்கான கிளாம்ப், 20 - படுக்கை, 21 - மின்சார மோட்டார், 22 - கையேடு கொக்கிக்கான உறை
தூக்கும் மற்றும் குறைக்கும் போது அட்டவணைகளின் கிடைமட்ட நிலை எப்போதும் திருகு தண்டுகளுடன் விசித்திரமான ரோலரின் ஜோடிவரிசை இணைப்பு மூலம் பாதுகாக்கப்படுகிறது. கொட்டைகள் கொண்ட திருகு கம்பியின் நிலையை மாற்றுவதன் மூலம் பின்புற மேசையின் உயர நிலை சரிசெய்யப்படுகிறது.
மின்சார இயக்ககத்திற்கான தொடக்க உபகரணங்கள் சட்டத்தில் கட்டப்பட்டுள்ளன. கத்தி தண்டு மீது நேரடியாக கத்திகளை கூர்மைப்படுத்தவும் இணைக்கவும், நீங்கள் ஒரு சிறப்பு சாதனத்தைப் பயன்படுத்தலாம்.
இரட்டை பக்க இணைப்பு பெஞ்சுகள் மற்றொரு வேலை செய்யும் உடலுடன் வேலை செய்கின்றன - ஒரு செங்குத்து சுழல், இது ஒரே நேரத்தில் இரண்டு பணியிடங்களின் (முகம் மற்றும் விளிம்பு) மேற்பரப்புகளை அவற்றுக்கிடையே நேரான வெட்டுடன் வெட்ட அனுமதிக்கிறது.

சிறிய

2. இரட்டை பக்க கூட்டு வேலைப்பெட்டி S2F4-1: 1 - சட்டகம், 2 - பின்புற மேசை, 3 - தூக்கும் மற்றும் குறைக்கும் பொறிமுறைக்கான கைசக்கரம், 4 - தானியங்கி ஊட்டி; 8 - கட்டுப்பாட்டு குழு
சிறிய
3. ஒரு செங்குத்து சுழல் மற்றும் ஒரு இரட்டை பக்க கூட்டு வேலைப்பெட்டியின் கிடங்கு நேர்கோட்டின் வரைபடம்: 1 - கோட்டின் உடைக்க முடியாத பகுதி, 2 - ஃபிக்சிங் திருகு, 3 - அடைப்புக்குறி, 4 - ஸ்டாண்ட், 5 - ஆப்பு-பாஸ் டிரான்ஸ்மிஷன், 6 - மின்சார மோட்டார், 7 - மின்சார மோட்டாரைப் பாதுகாப்பதற்கான தட்டுக்கான திருகு, 9 - அடைப்புக்குறியை நிறுவுவதற்கான கைப்பிடி, 10 - ஆட்சியாளரின் கையடக்கப் பகுதியை நிறுவுவதற்கு விசித்திரமானது, 11 - ஆட்சியாளரின் கையில் வைத்திருக்கும் பகுதி, 12 - கத்தி தலை, 13 - சுழல்
வெட்டும் கருவியை மாற்றும் போது, தானியங்கி ஊட்டி முடக்கப்பட்டுள்ளது. கத்தி தண்டுக்கு ஊக்கமளிக்க, ஒரு எலக்ட்ரோ மெக்கானிக்கல் கால்மோ மாற்றப்பட்டு, பெஞ்சின் "நிறுத்து" பொத்தானுக்குப் பின்னால் பூட்டப்பட்டுள்ளது.
சுழல் (படம். 3) ஒரு அல்லாத நகரும் நிலைப்பாட்டில் கூடுதல் அடைப்புக்குறிக்கு பின்னால் வலுவூட்டப்படுகிறது. மின் மோட்டார் ஒரு கியூனிஃபார்ம் டிரான்ஸ்மிஷன் மூலம் சுழலுடன் இணைக்கப்பட்டுள்ளது. சுழல் 7000 ஆர்பிஎம் வரை அதிர்வெண்ணில் மாறுகிறது, வெட்டு விட்டம் 104 மிமீ ஆகும். சுழல் ஒரு சுழற்றக்கூடிய கத்தி தலை உள்ளது. கிடங்கு வரி நேராக உள்ளது: முக்கிய பகுதி திடமானது, தளர்வான பகுதி விசித்திரமானதைத் திருப்புவதன் மூலம் கிடைமட்ட விமானத்திற்கு அருகில் நகர்த்தப்படுகிறது. ஹேண்ட்வீல் எக்சென்ட்ரிக் முழுவதுமாக திரும்பும்போது, அசைக்க முடியாத பகுதி 2 மிமீ ஆகும் வரை ஆட்சியாளரின் ஒரு பகுதி நகரும்.
ரோபோ பயன்முறையைத் தேர்ந்தெடுக்கவும்
நாம் முதலில் மர பந்தின் தடிமன் தீர்மானிக்க வேண்டும், இது எடுத்துச் செல்லப்படுகிறது, மேலும் தானியங்கி ஊட்டியின் உரிமையின் அளவைப் பொறுத்து, பின்னர் ஊட்டத்தின் திரவத்தன்மை.

பந்தின் தடிமன், பணியிடங்களின் வார்ப்பிங் காரணமாக பொய் என்று அறியப்படுகிறது, இதன் மதிப்பு 3-5 பணியிடங்களின் சோதனை வெட்டு மூலம் தீர்மானிக்கப்படுகிறது.
முடிக்கப்பட்ட பணிப்பகுதி திட்டமிடப்படாதவுடன், முன் அட்டவணை தேவையான அளவுக்கு குறைக்கப்படுகிறது. மூட்டுகளின் தடிமன் 2-3 மிமீக்கு மேல் இருந்தால், கூட்டு இரண்டு பாஸ்களில் மேற்கொள்ளப்பட வேண்டும்.
சிறிய
14. அரைக்கும் முறையைப் பயன்படுத்தி மேற்பரப்பு வெட்டப்படுகிறது: a - வளைந்த தோற்றம், b - கட்டரின் வெட்டு விளிம்பின் பாதையுடன் கூடிய மேற்பரப்பு
பின் அட்டவணையின் வேலை மேற்பரப்பு உருளை வெட்டு மேற்பரப்பின் கிடைமட்ட பகுதியுடன் சீரமைக்கப்பட வேண்டும் அல்லது அதை விட 0.02-0.03 மிமீ குறைவாக நகர்த்த வேண்டும். எனவே, இயக்கவியல் முறைகேடுகள் மேசையின் கடற்பாசிக்குள் அழுத்துவதில்லை. அட்டவணையை தேவையான நிலையில் வைக்க, ஒழுங்காக வெட்டப்பட்ட கடினமான மரத்தை எடுத்து, அதை மேசையின் மீது உறுதியாக வைத்து, பிளேடு தண்டை கைமுறையாக சுழற்றவும். பட்டை கத்தியுடன் சிறிது ஒட்டிக்கொண்டால், அட்டவணை சரியாக செருகப்பட வேண்டும், பட்டை கத்தி மீது உள்ளது - அட்டவணை உயர்த்தப்பட வேண்டும். பின் மேசையின் விசித்திரமான உருளைகளை இணைக்கும் திருகு-நூல் வழியாக ஒரு குறடு மூலம் நட்டை நகர்த்துவதன் மூலம் மேசையை உயர்த்தவும். கத்திகளை தோலை மாற்றி, அவற்றின் மறு-கூர்மைப்படுத்துதல் மற்றும் நேரடியாக தண்டின் மீது இணைந்த பிறகு பின் அட்டவணையை சரிசெய்யவும்.
முன் மேசையின் நிலை மற்றும் பின்புற மேசை மரத்தின் மேற்பரப்பில் வைக்கப்பட வேண்டும், இது 2 மிமீ அளவுக்கு அதிகமாக நீட்ட வேண்டிய அவசியமில்லை என்று புரிந்து கொள்ளப்படுகிறது. முன் அட்டவணையின் வேலை மேற்பரப்பை ஒரு கிடைமட்ட நிலைக்கு உயர்த்துவதன் மூலம் இது ஒரு உருளை வெட்டும் பங்கு வரை சுட்டிக்காட்டப்படுகிறது. மேசை ஒரு கைப்பிடியைப் பயன்படுத்தி உயரத்தில் நகர்த்தப்பட்டு, செக்டரில் அமைக்கப்பட்ட துணைத் தளத்திற்கு எதிராக அதைச் செருகுகிறது. டேபிள் நகரும் பொறிமுறையின் வடிவமைப்பு, டேபிளை கைப்பிடியின் கையால் தானாக உயர்த்தவும் குறைக்கவும் அனுமதிக்கிறது, இது சேதமடைந்த பணியிடங்களை பின்னர் அரைக்கும் போது சரி செய்யப்படுகிறது.
அட்டவணைகளை உயரத்தில் சரிசெய்த பிறகு, அட்டவணை தாடைகள் மற்றும் கத்திகளின் வெட்டு விளிம்புகளுக்கு இடையில் உள்ள மேற்பரப்பை சரிபார்க்கவும். 2-3 மிமீ வரம்பில் புட்டி உள்ளன. அளவீடு செய்யப்பட்ட சீரான ஆடையுடன் அவரைப் பாருங்கள். கத்தியின் கடற்பாசி மற்றும் கத்திக்கு இடையில் உள்ள இடைவெளியில் பிளேட் இல்லாமல் பிளேட்டை எளிதாக செருகலாம். 3 மில்லிமீட்டருக்கும் அதிகமான தூரத்தில், 2 மிமீக்கு குறைவாக இருந்தால், கத்தியின் வெட்டு விளிம்பு சேதமடைகிறது. இடைவெளியின் அளவை சரிசெய்ய, தாடைக்கு எதிராகத் தோன்றாத வரை தண்டைத் திருப்பவும். திருகப்பட்ட திருகுகளைப் பயன்படுத்தி, கப்பல்துறைகள் முழு கட்டர் ஷாஃப்ட்டிலும் 2-3 மிமீ இடைவெளியை விட்டுச்செல்லும் வரை விசித்திரமான உருளைகள் மூலம் ஸ்லெட்டை நகர்த்தவும், அதன் பிறகு ஸ்லெட் பாதுகாப்பாக பாதுகாக்கப்படுகிறது.
பிளாக் ஒர்க்பீஸ்களை இணைக்கும் போது, நேர் கோட்டிற்கும் கட்டர் ஷாஃப்ட்டின் இடது முனைக்கும் இடையே உள்ள நிலை வெட்டப்பட்ட பணிப்பகுதியின் அகலத்தை விட பெரியதாக இருக்க வேண்டும். மந்தமான கத்திகளின் விஷயத்தில், மந்தமான கத்திகளின் தலைவிதியை உறுதி செய்வதற்காக ஆட்சியாளர் வலப்புறம் படிப்படியாக நகர்த்தப்படுகிறார். வழிகாட்டி கோடு ஒரு ரேக் பொறிமுறையால் அட்டவணை முழுவதும் நகர்கிறது, இது ஒரு கை சக்கரத்தால் சுழற்றப்படுகிறது. வெட்டப்பட்ட பகுதியிலிருந்து தகடு வரை (90 ° அமைக்கப்பட்டுள்ளது) பகுதியின் விளிம்புகளை பின்னர் அரைக்க, நான் வழிகாட்டி வரியை நிறுவுகிறேன், அதை ஒரு உலோக பின்னல் அல்லது (நேராக வெட்டுக்கு) பொருத்தமான டெம்ப்ளேட்டுடன் வளைக்கிறேன். இந்த நோக்கத்திற்காக, கட்டுப்பாட்டு முறை (வார்ப்புரு) பெஞ்சின் பின் அட்டவணையில் நிறுவப்பட்டுள்ளது. டெம்ப்ளேட்டின் விளிம்பிற்கும் நேர் கோட்டின் மேற்பரப்புக்கும் இடையே உள்ள இடைவெளி 0.05 மிமீக்கு மிகாமல் குறைந்தது 1001 மிமீக்கு மேல் இருக்க வேண்டும். இறுதி வெட்டு கீழ் செருகப்பட்ட நேர் கோடு, ஒரு திருகு மூலம் சரி செய்யப்பட்டது.
இரட்டை பக்க இணைப்பு பெஞ்சுகளை சரிசெய்யும்போது, மேசை மற்றும் நேர்கோட்டின் உடைக்கப்படாத பகுதியை (பின் டேபிளுக்கு மேலே) ஒற்றை பக்க இணைப்பு பெஞ்சுகள் போலவே சரிசெய்ய வேண்டும். நேராக விளிம்பின் தளர்வான பகுதியின் பரப்பளவு (முன் மேசைக்கு மேலே) பணிப்பகுதியின் விளிம்பிலிருந்து வரும் மரப் பந்தின் தடிமன் சார்ந்தது. விசித்திரமான கைப்பிடியைத் திருப்புவதன் மூலம் அவை தேவையான நிலையில் நிறுவப்பட்டுள்ளன, இது தேவைக்கு ஏற்ப சரிசெய்யப்படுகிறது, இதனால் அது ஒரு டோவ்டெயில் வடிவத்தை எடுக்கும்.
வளைவின் நடுவில் கைப்பிடி இருந்தால், இறுக்கப்பட்ட மரப் பந்தின் தடிமன் 1 மிமீக்கு மேல் இருக்கும்போது ஆட்சியாளர் நிலையை எடுப்பார்? கைப்பிடி 1/4 சுருதியில் இருந்தால் - 0.5 மிமீ அல்லது அதற்கு மேல். 02 மி.மீ. தலையை நிறுவ, கோட்டின் உடைக்க முடியாத பகுதிக்கு முறுக்கப்பட்ட பிளாட்களைக் கொண்ட பிளாக்கை அழுத்தி, தலை, புள்ளிகள் மற்றும் கப்பல்துறைகளைச் சுமந்து செல்லும் அடைப்புக்குறியைச் சுழற்றவும், கத்தியின் வெட்டு விளிம்புகள் சிறிது அழுத்தும் போது, கத்தியின் தலை நிலை எடுக்காது. தொகுதி. அடைப்புக்குறியின் பூட்டுதல் திருகு இறுக்குவதன் மூலம் தலையின் நிலையை சரிசெய்யவும்.
தானியங்கு ஊட்டிகள் மற்றும் கன்வேயர் சாதனங்கள் இரண்டும் பாடும் பொருட்களை வழங்குவதற்காக அமைக்கப்பட்டுள்ளன. பாகங்கள் "நழுவாமல்" உணவளிக்கத் தயாராக உள்ளன, மேலும் அவை வசந்த உருளைகள், ஈட்டிகள் அல்லது பள்ளங்கள் ஆகியவற்றிலிருந்து சிறிது அழுத்தம் கொடுக்கப்படுகின்றன.
தானியங்கு ஃபீடர்களை புதுப்பிக்கும் போது அந்த இடத்தில் இருக்கும்படி ஊட்டம் தயாராக உள்ளது. தாள்களை செயலாக்கும்போது, கத்தி தண்டுக்கு பின்னால் தானியங்கி ஊட்டியை நிறுவுவது நல்லது (30-40 மிமீ உயரத்தில் தடிமனான பணியிடங்களை செயலாக்கும்போது, உண்ண வேண்டிய உறுப்புகள் முன் அட்டவணைக்கு மேலே அமைந்திருக்கலாம். தானியங்கி ஊட்டி ஒரு நேர் கோட்டிற்கு ஒரு சிறிய வெட்டு கீழ் நிறுவப்பட்டுள்ளது, இது குறிக்கப்பட்ட பணிப்பகுதி அதை அழுத்துவதை உறுதி செய்யும்.
ஒரு பக்க இணைப்பு பெஞ்சுகளில் தானியங்கி ஊட்டிகள் நிறுவப்பட்டுள்ளன. பணியிடங்களின் விளிம்புகளை இணைக்க, அவை நேர் கோட்டிற்கு இணையாக நிறுவப்பட்டுள்ளன, இந்த நிலையில் தானியங்கி ஊட்டி பணிப்பகுதியை நேர் கோடு மற்றும் பெஞ்ச் டேபிளுக்கு அழுத்துகிறது.
சரிசெய்தல் சோதனை கூட்டு மூலம் சரிபார்க்கப்படுகிறது. 1000 மிமீ பரப்பளவில் 0.15 மிமீ மற்றும் செங்குத்தாக - 100 மிமீயில் 0.1 மிமீக்கு மேல் இருக்க வேண்டிய அவசியமில்லை.
பெஞ்சுகளில் வேலை செய்யுங்கள்
ஒரு பக்க கூட்டு பணியிடத்தில், ஒரு பணிப்பகுதி வேலை செய்கிறது, இரட்டை பக்க ஒன்று - இரண்டு. தளவமைப்பு தயாரிப்பாளர் பணிப்பகுதியை அடுக்கிலிருந்து எடுத்து, அதை ஆய்வு செய்து முன் மேசையில் வளைந்த மேற்பரப்பில் வைக்கிறார். இரண்டு கைகளாலும் பணிப்பகுதியை வரிக்கு அழுத்தி, கத்திகள் மீது ஊட்டுகிறது. மேலும், உங்கள் இடது கையால் பணிப்பகுதியை நகர்த்தும்போது, பணிப்பகுதியின் வெட்டப்பட்ட பகுதியை பின் மேசையின் தட்டையான நிலைக்கு அழுத்தவும். இறுதிப் பயணத்திற்குப் பிறகு, தளவமைப்பு தயாரிப்பாளர் மீண்டும் பணிப்பகுதியை ஆய்வு செய்து அதை ஒரு அடுக்கில் வைப்பார், அல்லது கொம்புகள் கடினமாக இருந்தால், அதை மீண்டும் தளவமைப்புக்கு அனுப்பும். பெரிதும் திசைதிருப்பப்பட்ட மேற்பரப்பைக் கொண்ட பணியிடங்களைத் திட்டமிட முடியாது, எனவே சில்லுகள் பல பாஸ்களில் அகற்றப்பட வேண்டும் மற்றும் அவை பயன்படுத்தப்படும் பரிமாணங்களில் இத்தகைய செயலாக்கத்தின் விளைவாக பணியிடங்களின் எண்ணிக்கை மாறுகிறது.

சிறிய
5. வெட்டும் கருவிக்கு குறுகிய பணியிடங்களை ஊட்டுவதற்கான சாதனம்: 1 - பணிப்பகுதி, 2 - கட்டர்
ஒரு பகுதியை இரண்டு பரஸ்பர செங்குத்து மேற்பரப்புகளுடன் சீரமைக்க வேண்டும் என்றால், மேற்பரப்பை சீரமைக்க வேண்டும் (எடுத்துக்காட்டாக, ஒரு முகம்), பின்னர் இந்த மேற்பரப்புடன் பணிப்பகுதியை ஒரு நேர் கோட்டில் அழுத்தி மற்ற மேற்பரப்பை (விளிம்பு) அரைக்கவும். இரட்டை பக்க ஃபுகுவல் பெஞ்சில், இந்த செயல்பாடு ஒரு பாஸில் முடிக்கப்படுகிறது.
ஒரு கூட்டு பெஞ்சில், தடிமன் மூலம் பரிமாணத்தை அரைப்பது அல்லது இணையான மேற்பரப்புகளுடன் பணியிடங்களை வெட்டுவது சாத்தியமில்லை. திட்டமிடல் மேற்பரப்புகள் போன்ற பிற பரப்புகளில் வேலை செய்ய, திட்டமிடல் பரப்புகளில் வெட்டப்பட்ட பகுதிகளின் உகந்த எண்ணிக்கை 1-1.5 மீ ஆகும்; ஒரு விகோரிஸ்ட் அல்லது ஒரு சிறப்பு சாதனத்தை (படம் 5) பயன்படுத்தி நீண்ட பணியிடங்கள் அரைக்கப்பட வேண்டும்; பெரும்பாலான நேரங்களில், திட்டமிடுவது கடினம் மற்றும் ஒரு பெரிய வெகுஜனத்தின் மூலம் அதைச் செய்வது முக்கியம்.
400 மி.மீ., 50 மி.மீ. மற்றும் 30 மி.மீ.க்கு மேல் மெல்லியதாக, கைமுறையாக உணவளிப்பதன் மூலம், தையல்கள் மூலமாகவும், வளைந்த பணியிடங்களை டெம்ப்ளேட்கள் மூலமாகவும் வெட்டும் கருவிக்கு அனுப்ப முடியும். இணைக்கும் பெஞ்சுகளில், காலாண்டின் இறுதி அரைத்தல் மற்றும் வெட்டுதல் தடுக்கப்படுகிறது.
பணியிடங்களின் கட்டுமானம். பணியிடத்தின் மிகப்பெரிய அகலத்திற்கு ஏற்ப திட்டமிடல் இயந்திரங்கள் வெட்டப்படுகின்றன: 250 மிமீ (SFZ-Z, SFAZ-1, S2FZ-E), 400 மிமீ (SF4-1, SFA4-1, S2F4-1) மற்றும் 630 மிமீ (SF6- 1, SFK6- 1).
பல வெட்டு பொறிமுறைகளுக்கு, ஒரு வழி அல்லது இரு வழி பணியிடங்கள் உள்ளன. இரட்டை பக்க பெஞ்ச்டாப்களில் (S2FZ-E, S2F4-1), பணிப்பகுதியின் இரண்டு மேற்பரப்புகள் ஒரே நேரத்தில் அரைக்கப்படுகின்றன: முகம் மற்றும் விளிம்பு.
சில்லு செய்யப்பட்ட பொருட்களின் விநியோக வகையைப் பொறுத்து, கையேடு மற்றும் இயந்திரமயமாக்கப்பட்ட ஊட்டத்துடன் திட்டமிடல் இயந்திரங்கள் உள்ளன. இணைக்கப்பட்ட தானியங்கி ஃபீடர்கள் (SFAZ-1, SFA4-1) அல்லது இயந்திரத்தில் நிறுவப்பட்ட கன்வேயர் ஃபீடிங் பொறிமுறையை (SFK6-1) பயன்படுத்தி உணவு இயந்திரமயமாக்கப்படுகிறது.
சேகரிக்கப்பட்ட சில்லுகள் மற்றும் மரக்கட்டைகளை சேகரிக்க, வெட்டு மேற்பரப்புகளில் சிப் கேட்சர்கள் பொருத்தப்பட்டுள்ளன, அவை தொழிற்சாலை வெளியேற்றும் வரிக்கு கொண்டு வரப்படுகின்றன.
படம் 1. ஒரு கத்தி தண்டு, முன் மற்றும் பின்புற அட்டவணைகள் மற்றும் ஒரு நேர் கோடு ஒரு பெட்டி வடிவ இயந்திரத்தில் ஏற்றப்பட்டிருக்கும். பிளேடு தண்டு பந்து தாங்கு உருளைகளில் பொருத்தப்பட்டு, V-வகை டிரான்ஸ்மிஷன் மூலம் மின்சார மோட்டாரை இயக்குகிறது. படுக்கையின் நடுவில் உள்ள சப்மோட்டார் தட்டில் மின் மோட்டார் பொருத்தப்பட்டுள்ளது. கத்தி தண்டின் பிளவுக்கு ஒரு கால்மோ உள்ளது, இது ஒரு மின்காந்தமாக செயல்படுகிறது.

சிறிய
1. ஒற்றை-சுழல் கூட்டு வேலைப்பெட்டி SF6: 1 - படுக்கை, 2.8 - அட்டவணைகள், 3 - வேலி, 4 - நேர் கோடு, 5 - கத்தி தண்டு, 6 - கவ்விகள், நேர் கோடு கட்டுதல், 7 - அடைப்புக்குறி, 9 - அளவுகோல், 10 - கைப்பிடி உயரத்தில் அட்டவணையை சரிசெய்தல்
கிடைமட்ட மற்றும் செங்குத்து சுழல்கள் S2FZ-2 கொண்ட இரட்டை பக்க இணைப்பு இயந்திரம் ஒரு பணிப்பகுதியின் விளிம்பில் ஒரு மணிநேர அரைக்க வடிவமைக்கப்பட்டுள்ளது. ஒரு பக்க மூட்டு பெஞ்ச் கூடுதலாக, இது கூடுதலாக ஒரு செங்குத்து விளிம்பில் இணைக்கும் தலை, முன் மற்றும் பின் நேர் கோடுகளுடன் வழங்கப்படுகிறது. அகற்றப்பட்ட பந்தின் தடிமனுக்கு தலைக்கு ஏற்றவாறு முன் வரிசையை சரிசெய்யலாம். விளிம்பு-உருவாக்கும் தலையானது சட்டகத்தின் பின்புறத்தில் உள்ள அடைப்புக்குறியில் பொருத்தப்பட்ட ஒரு தனிப்பட்ட மின்சார மோட்டார் மூலம் ரேப்பரில் இயக்கப்படுகிறது. மடக்குதல் பொருள் தானியங்கி ஊட்டியின் மடக்கு உருளைகளால் உண்ணப்படுகிறது.
கூட்டு பணியிடத்தில் SFK6-1 கன்வேயரைப் பயன்படுத்தி கன்வேயர் ஃபீடிங் மெக்கானிசம் பொருத்தப்பட்டுள்ளது. ஒயின் வெட்டப்படாத ஈட்டியின் தோற்றத்தைக் கொண்டுள்ளது, சிறிய கண்களால் அலங்கரிக்கப்பட்டுள்ளது, அதில் ஒன்று இயக்கப்படுகிறது. ஸ்பிரிங் மெட்டல் பிடியில் இருந்து நம்பகமான சீல் லான்ஸ் கீற்றுகள் இணைக்கப்பட்டுள்ளது. உட்செலுத்துதல் உணவளிக்கும் பொறிமுறையானது இரண்டு நிலைகளில் உள்ளது மற்றும் அருகிலுள்ள மின் மோட்டாரிலிருந்து ஒரு திருகு மற்றும் புழு கியர் மூலம் உயரத்தில் நகர முடியும்.
தளவமைப்புகளை மேம்படுத்துதல். சரிசெய்தல் கட்டர் ஷாஃப்ட்டில் கத்திகளை நிறுவுதல், அட்டவணைகளின் நிலையை சரிசெய்தல், நேர் கோடு மற்றும் ஊட்ட பொறிமுறையை உள்ளடக்கியது. கத்திகளை சரியாக தயாரித்த பிறகு கத்தி தண்டு நிறுவவும். துர்நாற்றம் கூர்மையாகவும், சீரானதாகவும், சமமாக முக்கியமானதாகவும் இருக்கலாம். கத்தி தண்டு மீது கத்திகளை நிறுவும் முன், நீங்கள் கண்டிப்பாக:
விம்க்னுதி நுழைவு விமிகச்; செயலற்ற நிலையில் தானியங்கி ஊட்டியைத் திருப்பவும் அல்லது கன்வேயர் ஃபீடிங் பொறிமுறையின் ஆதரவை உயர்த்தவும்; வரியை நேரடியாக வலது பக்கம் நகர்த்தவும்; தீவிர நிலையில் முன் அட்டவணை குறைக்க; ஒரு பூட்டுதல் சாதனம் மூலம் கத்தி தண்டு பாதுகாக்க; கத்திகளைப் பாதுகாக்கும் திருகுகளைத் தளர்த்தவும் மற்றும் மந்தமான கத்திகளை அகற்றவும்; சில்லுகள், ரம்பம் மற்றும் பிசின் ஆகியவற்றிலிருந்து உடலில் உள்ள பள்ளங்கள் மற்றும் குடைமிளகாய்களை சுத்தம் செய்யுங்கள்; தயாரிக்கப்பட்ட கத்திகளை நிறுவவும்.
கீழே கத்தி தண்டு நிறுவப்பட்டுள்ளது, அதன் வெட்டு விளிம்பு 1.5 ... 2 மிமீ, வெட்டப்பட்ட பந்தின் தடிமன் (சிப்ஸ்) 0.2 மிமீக்கு மேல் இருக்கும் போது கிளாம்பிங் ஆப்பு (சிப் பிரேக்கர்) விளிம்பிற்கு அப்பால் நீண்டு செல்கிறது. 0.5 ... 1 மிமீ - சிப் தடிமன் 0.2 மிமீ விட குறைவாக உள்ளது. பின்புற மேசையின் வேலை செய்யும் மேற்பரப்பில் செருகப்பட்ட கத்தியின் வெட்டு விளிம்பின் இணையாக இல்லாதது குறைந்தபட்சம் 1000 மிமீ 0.1 மிமீக்கு மேல் இல்லை.
தேவையான நிறுவல் துல்லியத்தை அடைய, விகோரிஸ்டிக் கட்டுப்பாட்டு சாதனங்களைப் பயன்படுத்தவும் (படம் 2). நிறுவலின் துல்லியம் ஒரு ஆட்சியாளர் அல்லது 30 X 50 மிமீ குறுக்குவெட்டு மற்றும் 400 மிமீ ஆழம் கொண்ட ஒரு மரத் தொகுதி மூலம் கட்டுப்படுத்தப்படுகிறது. கட்டர் தண்டு (படம் 2, அ) முடிவடையும் வரை பெஞ்சின் பின்புற மேசையில் பிளாக் வைக்கப்படுகிறது. தண்டை கைமுறையாக சுழற்று, கட்டும் திருகுகளை தளர்த்தி, கத்தியின் நிலையை மாற்றவும், இதனால் வெட்டு விளிம்பு தொகுதியில் ஒட்டிக்கொண்டிருக்கும். தொகுதிக்கு அருகில் உள்ள ஃபாஸ்டிங் போல்ட்டை இறுக்குங்கள். தொகுதியை மாற்றியமைக்கும்போது, கத்தியின் மறுமுனையின் நிலையை மாற்றவும். கத்தியின் நிலையை சரிசெய்யவும், அதன் விளிம்பு முழுவதும் தொகுதியுடன் சீராக இருக்கும். கால் கத்திகளையும் சரிசெய்யலாம். திருகப்பட்ட கத்திகள் இன்னும் திருகுகள் மூலம் பாதுகாக்கப்படுகின்றன. உடலின் கத்திகளுக்கும் தாடைகளுக்கும் இடையில் இடைவெளி இல்லை. கத்திகளின் நிறுவல் நிலை, கத்தி தண்டு கைமுறையாக சுழலும் விசையாலும், வார்ப்புருவின் வேலை செய்யும் மேற்பரப்பில் கத்தி இணைக்கப்படும்போது ஏற்படும் ஒலியாலும் கட்டுப்படுத்தப்படுகிறது.
இந்தச் சமயங்களில், துல்லியமான நிறுவலை அடைய, C-போன்ற அடைப்புக்குறியைப் போன்ற ஒரு டெம்ப்ளேட்டைப் பயன்படுத்தவும் (படம் 79.6). அடைப்புக்குறியில் அடிப்படை ஆதரவுகள் உள்ளன, அவை கட்டர் ஷாஃப்ட்டின் உடலில் நிறுவப்பட்டுள்ளன. டெம்ப்ளேட்டை முன்கூட்டியே சரிசெய்யவும். உடலைப் பொறுத்து கத்தியின் உகந்த சீரமைப்பை உறுதிசெய்ய, ஒரு திருகு பயன்படுத்தவும் மற்றும் அடிப்படை நிறுத்தத்தை சரிசெய்யவும். வசதியாக இருக்கும்போது, தோல் கத்தியின் வெட்டு விளிம்பை அடிப்படை நிறுத்தத்திற்கு கொண்டு வாருங்கள். கத்தி தண்டு வழியாக அடைப்புக்குறியை நகர்த்துவதன் மூலம், கத்திகளை ஷாஃப்ட் வீட்டிற்கு இணையாக கொண்டு வாருங்கள்.
காட்டி (படம் 2, c) உடன் இணைக்கப்படும் போது, உடல் துல்லியமாக பளபளப்பான தட்டுகளால் ஆனது, இதில் சரியான வகையின் காட்டி கட்டப்பட்டுள்ளது. பின் மேசையில் இணைப்பை வைக்கவும், இதனால் கத்தியின் வெட்டு விளிம்பு வெளியே ஒட்டிக்கொண்டிருக்கும். காட்டி அளவை சரிசெய்வதன் மூலம் உடலின் அருகே கத்தியின் நிலை சரி செய்யப்படுகிறது. ஒரு மணி நேர இணையாக 0.02 மிமீ வரை வெட்டப்பட்ட ஒரு வெட்டு விளிம்பில் கத்திகளை நிறுவ சாதனம் உங்களை அனுமதிக்கிறது மற்றும் பின் மேசையின் வேலை செய்யும் மேற்பரப்பில் கத்திகளை தேவையான அளவில் வெளியிடுகிறது.
ஸ்பேசர் போல்ட்களின் எஞ்சிய இறுக்கத்திற்குப் பிறகு, கத்திகள் இடமாற்றம் செய்யப்படலாம். எனவே, அவற்றின் நிறுவலின் சரியான தன்மையை நீங்கள் மீண்டும் சரிபார்க்க வேண்டும், தண்டு செயலற்ற நிலையில் சுழற்றவும் மற்றும் கத்திகளை கட்டுவதன் நம்பகத்தன்மையை சரிபார்க்கவும்.
பின் அட்டவணை நிறுவப்பட்டுள்ளது, அதன் வேலை மேற்பரப்பு பங்குக்கு அருகில் உள்ளது, இது கத்திகளின் வெட்டு விளிம்புகளால் கோடிட்டுக் காட்டப்பட்டுள்ளது, அல்லது அதற்கு கீழே 0.02 ... 0.03 மிமீ (படம் 3, a). வெட்டு தண்டு சரிசெய்யப்பட்டால், சீரமைப்பு வார்ப்புரு (கட்டுப்பாட்டு வரி) சரிசெய்யப்பட்டால், கத்திகள் அதே வரிசையில் நிறுவப்படும். கட்டர் ஷாஃப்ட் ஹவுசிங்கின் உருளை மேற்பரப்பை அடிப்படையாகக் கொண்ட கட்டுப்பாட்டு மற்றும் அமைப்பு சாதனங்களை சரிசெய்யும் போது, உயரத்தில் பின்புற அட்டவணையின் நிலையை சரிசெய்ய வேண்டியது அவசியம். நட் 3 உடன் திருகுகள் 2 மூலம் விசித்திரமான உருளைகளைத் திருப்புவதன் மூலம் எஃகு சரிசெய்யப்படுகிறது, மேலும் நிறுவலின் துல்லியம் சரி செய்யப்பட்ட டெம்ப்ளேட் அல்லது ஒரு காட்டி சாதனத்தால் கட்டுப்படுத்தப்படுகிறது.

சிறிய
2. கூட்டு பெஞ்சின் கட்டர் ஷாஃப்டில் கத்திகளின் சீரமைப்பு: a - ஒரு கட்டுப்பாட்டு வரி அல்லது ஒரு மரத் தொகுதி, b - ஒரு டெம்ப்ளேட், - ஒரு காட்டி கொண்டு; 1 - தொகுதி, 2 - எஃகு, 3 - பிளேட் தண்டு, 4 - நிறுத்தம், 5 - அடைப்புக்குறி, 6 - பூட்டு நட்டு, 7 - திருகு, 8 - வீட்டுவசதி, 9 - காட்டி
தொகுதி பாகங்களை வெட்டும்போது, நேராக விளிம்பை நேராக்குங்கள், இதனால் வெட்டப்பட்ட பணிப்பகுதியின் அகலத்தை விட கட்டர் தண்டின் இடது முனையை அது அடையும். கத்திகள் மந்தமாகிவிட்டால், ஆட்சியாளரை வலதுபுறமாக நகர்த்தி, இன்னும் மந்தமாக இல்லாத கத்தி தண்டு பகுதிகளுடன் பகுதிகளை ஒழுங்கமைக்கவும். செங்குத்தாக இல்லாத மேற்பரப்புகளுடன் பகுதிகளைச் செயலாக்கும்போது, ஆட்சியாளரை நேராக்குங்கள், இதனால் வேலை செய்யும் மேற்பரப்புக்கும் கத்தி தண்டுக்கும் இடையில் வெட்டு மந்தமாக இருக்கும்.
இரட்டை பக்க இணைப்பு பெஞ்சின் நேர் கோடுகள் முன் மற்றும் பின்புற அட்டவணைகள் போன்ற அதே செயல்பாடுகளை செய்கின்றன. கைப்பிடியுடன் விளிம்பு மூட்டுத் தலையைச் சுற்றி ஆட்சியாளர்களைச் சரிசெய்து, ஸ்டாண்டில் பொருத்தப்பட்ட அளவுகோலுக்குப் பின்னால் சரிசெய்யப்படும் பந்தின் அளவை அமைக்கவும்.
தானியங்கி ஃபீடர் அல்லது கன்வேயர் ஃபீட் மெக்கானிசம் உயரத்தில் (படம். 3, ஆ) ஹேண்ட்வீல் மூலம் வெட்டப்படும் பணியிடங்களின் அளவு சரிசெய்யப்படுகிறது. உண்ணும் உருளைகள் (கன்வேயர் விரல்கள்) வரை முன் மேசையின் வேலை மேற்பரப்பில் நிற்கவும், பணிப்பகுதியின் தடிமன் 2 ... 3 மிமீ குறைவாக இருப்பதால். தானியங்கி ஃபீடர் கட்டர் தண்டுக்கு மேலே நிலைநிறுத்தப்பட்டுள்ளது, இதனால் ஃபீட் செய்யும் முதல் ரோலர் கட்டர் ஷாஃப்ட்டிலிருந்து 50 ... 60 மிமீ தொலைவில் முன் மேசைக்கு மேலே அமைந்துள்ளது, மற்ற உருளைகள் பின்புற மேசைக்கு மேலே இருக்கும்.
தயாரிப்பில் வழங்கப்படும் உறுப்புகளின் அழுத்தம் நக்காமல் பரிமாற போதுமானதாக இருக்க வேண்டும். தானியங்கி ஃபீடர் பொறிமுறைகளின் அதிகரித்த உடைகள் மற்றும் கட்டர் தண்டு பகுதியில் உள்ள பகுதியின் சிதைவு ஆகியவற்றால் அதிகப்படியான அழுத்தம் ஏற்படுகிறது.

சிறிய
3. கூட்டு பணியிடத்தின் சரிசெய்தல்: a - அட்டவணைகளின் சரிசெய்தல்; b - ஒரு தானியங்கி ஊட்டியின் நிறுவல்; 1 - பின்புற மேசை, 2 - திருகு கம்பிகள், 3 - நட்டு, 4 - பிளேட் தண்டு, 5 - முன் மேசை, 6 - அகற்றப்பட்ட பந்தை சரிசெய்ய கைப்பிடி, 7 - அளவுகோல், 8 - விசித்திரமான உருளை, 9 - தண்டுகள்
முன் அட்டவணை நிறுவப்பட்டுள்ளது, இதனால் அதன் வேலை மேற்பரப்பு மேல் கடினப்படுத்துதல் பங்குகளை விட குறைவாக உள்ளது, இது கத்திகளின் வெட்டு விளிம்புகளால் விவரிக்கப்படுகிறது. முன் மேசைக்கு கத்திகளின் நீட்டிப்பு அளவு பந்தின் அளவைக் குறிக்கிறது, இது அகற்றப்பட்டது. பணிப்பகுதியை செயலாக்கும் கட்டத்தில் மிகப்பெரிய பந்து இருக்க வேண்டும் என்பதால், தோல் பணிப்பகுதியை வெட்டுவதற்கு முன் அட்டவணை உயரத்தில் சரிசெய்யப்படுகிறது. தண்டுகள் மூலம் விசித்திரமான உருளைகளை போர்த்தி, மேசையை உயர்த்த அல்லது குறைக்க கைப்பிடி 6 ஐப் பயன்படுத்தவும். என்னால் மதிப்பை அளவில் கட்டுப்படுத்த முடியும்.
பெஞ்சுகளில் வேலை செய்யுங்கள். சிறிய அளவிலான பணியிடங்களை செயலாக்க கைமுறையாக ஊட்டப்பட்ட கூட்டு பெஞ்ச் ஒரு தொழிலாளியால் சேவை செய்யப்படுகிறது. நான் அடுக்கிலிருந்து பெஞ்ச்டாப்பை தயார் செய்கிறேன், பணிப்பகுதியின் சுற்று மற்றும் வளைந்த விளிம்பை பார்வைக்கு மதிப்பீடு செய்து, முன் மேசையில் வளைந்த மேற்பரப்புடன் வைக்கிறேன். கடுமையாக சிதைந்த மற்றும் குறைபாடுள்ள பணியிடங்கள் நிராகரிக்கப்பட வேண்டும்
உங்கள் இடது கையால் பணிப்பகுதியை மேசை மற்றும் நேர் கோட்டில் அழுத்தி, உங்கள் வலது கையால் கத்தி தண்டு மீது அதை ஊட்டவும். ரஷியன் போது, பணிப்பகுதியின் முன் முனை வாடிய வேலியில் ஊதப்பட்டு, இந்த வழியில் மூடப்பட்டிருக்கும் கத்திகளுக்கான அணுகல் உறுதி செய்யப்படுகிறது.
பணிப்பொருளின் முன் முனையை வெட்டிய பிறகு, உங்கள் இடது கையைப் பயன்படுத்தி, பின் மேசையின் தட்டையான நிலைக்கு வெட்டப்பட்ட பகுதியை உறுதியாக அழுத்தி, தொடர்ந்து உணவளிக்கவும்.
உணவளிக்கும் போது, உங்கள் கைகளின் நிலையைப் பின்பற்றுவது முக்கியம், இதனால் அவை கத்தி தண்டுடன் சீரமைக்கப்பட்டு பாதுகாப்பான நிலைப்பாட்டில் வைக்கவும். மற்ற பகுதிகளை செயலாக்கும் போது, காயம் ஏற்படும் அபாயம் உள்ளது, எனவே 400 க்கும் குறைவான பணியிடங்கள், 50 மற்றும் 30 மிமீக்கு மேல் மெல்லியதாக ஒரு சிறப்பு கட்டர் (படம் 81) பயன்படுத்தி செயலாக்கப்பட வேண்டும். தோல் கடந்து சென்ற பிறகு, சோதனையாளர் வெட்டலின் மென்மையை மதிப்பீடு செய்கிறார் மற்றும் மேற்பரப்பு மீண்டும் வெட்டப்படவில்லையா இல்லையா.
பாரிய மற்றும் பெரிய அளவிலான பகுதிகளை செயலாக்கும் போது, பெஞ்ச் இரண்டு தொழிலாளர்களால் இயக்கப்பட வேண்டும். பெஞ்ச் தொழிலாளி பணிப்பொருளை அடிப்படையாக வைத்து உணவளிக்கிறார், மற்றொரு தொழிலாளி, பெஞ்சின் பின்னால் நின்று, செயலாக்கத்தின் இறுதி கட்டத்தில் உதவுகிறார், முடிக்கப்பட்ட பகுதியைப் பெற்று அதை அடுக்கி வைக்கிறார். தேவைப்பட்டால், பெஞ்சிற்கு முன்னும் பின்னும் கூடுதல் ரோலர் அட்டவணைகள் நிறுவப்பட்டுள்ளன.
பெஞ்சில் கையேடு ஊட்டத்தின் திரவத்தன்மை குறைபாடுகள் மற்றும் அரைக்கும் தேவையான ஆழம் வடிவில் தோல் பணிப்பகுதிக்கு தனித்தனியாக தேர்ந்தெடுக்கப்படுகிறது. இழைகளுக்கு எதிராக வெட்டி அரைக்கும் போது, பாதையின் திரவத்தன்மை குறைகிறது. அரைக்கும் ஆழம் எந்திரத்திற்கான கொடுப்பனவு மற்றும் குறைபாடுகளின் அளவு ஆகியவற்றிற்குள் இருக்க வேண்டும்.

சிறிய
4. ஒரு shtovhach உதவியுடன் மற்ற பகுதிகளை வெட்டும் திட்டம்
ஒரு பாஸில் கவனமாக கொடுப்பது தேவையான செயலாக்க தடிமனை அகற்ற உங்களை அனுமதிக்காது. சிறிய அரைக்கும் ஆழத்துடன் இரண்டு அல்லது அதற்கு மேற்பட்ட பாஸ்களில் சிறந்த விளைவு அடையப்படுகிறது, ஏனெனில் இந்த விஷயத்தில் பகுதியின் சிதைவு அழுத்தம் சக்திகள் மற்றும் பணிப்பகுதி பொருளின் உள் அழுத்தங்களின் கீழ் மாறுகிறது.
இயந்திரமயமாக்கப்பட்ட தீவனத்துடன் கூடிய பெஞ்ச்டாப்களுக்கு, குறிப்பிட்ட மேற்பரப்பு கடினத்தன்மையை வெட்டுவதற்கும் உறுதி செய்வதற்கும் மின்சார மோட்டாரின் தாக்கத்தை அதிகரிக்க அட்டவணையின்படி தீவன வேகம் தேர்ந்தெடுக்கப்படுகிறது.
அகற்றப்பட்ட பாகங்கள் செயலாக்கத்தின் துல்லியத்திற்காக சரிபார்க்கப்பட வேண்டும். சில்லு செய்யப்பட்ட மேற்பரப்புகளை ஒரு பகுதிக்கு மற்றொரு பகுதிக்கு பயன்படுத்துவதன் மூலம், அவற்றுக்கிடையே உள்ள இடைவெளியின் அடிப்படையில் சிப்பிங்கின் அளவை பார்வைக்கு தீர்மானிக்கவும். கூடுதலாக, முடிக்கப்பட்ட மேற்பரப்பின் தட்டையான தன்மையை ஒரு நேர் கோடு மற்றும் ஒரு ஃபீலர் கேஜ் பயன்படுத்தி சரிபார்க்கலாம். 1000 மிமீ வரை மேற்பரப்பில் 0.15 மிமீக்கு மேல் தேவை இல்லை. அருகிலுள்ள மேற்பரப்பு கட்டமைப்புகள் பரஸ்பர செங்குத்தாக உள்ளன. 100 மிமீ உயரத்தில் 0.1 மிமீ விளிம்பை அமைக்க அனுமதிக்கப்படுகிறது. செங்குத்தாக ஒரு சரிபார்ப்பு பின்னல் மற்றும் ஃபீலர் கேஜ் மூலம் சரிபார்க்கப்படுகிறது. சில்லு செய்யப்பட்ட மேற்பரப்பின் கடினத்தன்மை 60 ... 100 மைக்ரான் வரை இருக்கும். விவரங்கள் உத்தேசிக்கப்பட்ட முடிவுகளுடன் பொருந்தவில்லை என்றால், நன்மையின் சுவடு காணப்படும்.

இணைக்கும் பணிப்பெட்டி SF6-2 ஒரு ஸ்டாண்ட் மற்றும் ஒரு வேலை மேசையில் இருந்து மடிக்கப்பட்டுள்ளது, இதில் இரண்டு கிடைமட்ட மென்மையான சாவுன் தட்டுகள் (பின் மற்றும் முன்) உள்ளன, இது கட்டர் தண்டின் பக்கத்தில் மெல்லிய எஃகு தாடைகளால் பாதுகாக்கப்படுகிறது. கடற்பாசிகளின் நோக்கம், ஸ்லாப்களின் முனைகளை கழுவுவதிலிருந்து பாதுகாப்பது, கத்திகள் மற்றும் அடுக்குகளுக்கு இடையில் உள்ள இடைவெளியை மாற்றுவது மற்றும் சில்லுகளை வெட்டும்போது இழைகளுக்கு ஒரு ஆதரவை உருவாக்குவது. தட்டுகளுக்கு இடையில் ஒரு கத்தி தண்டு வைக்கப்படுகிறது. கத்தி தண்டு சுழற்றப்படுகிறது, இதனால் புதியவற்றில் பொருத்தப்பட்ட கத்திகளின் வெட்டு விளிம்புகள் பின் தகட்டின் அதே மட்டத்தில் இருக்கும். ஒரு திருகு உதவியுடன் தோல் தட்டு உயர்த்தப்பட்டு குறைக்கப்படலாம்.
அட்டவணையின் அகலத்திற்கு ஏற்றவாறு அதை சரிசெய்யக்கூடிய ஒரு நேரான ஆட்சியாளர் அட்டவணையில் இணைக்கப்பட்டுள்ளது. இணைக்கும் பணிப்பெட்டியானது வெட்ஜ்-பாஸ் டிரான்ஸ்மிஷன் மூலம் மின்சார மோட்டாரை நேரடியாக இயக்குகிறது.
திட்டமிடும் போது, மேசையின் முன் தட்டில் உருவாகும் பொருளை, முடிந்தவரை, கட்டர் தண்டுக்கு நேராக வெட்டி, இடது கையால் கத்திகளுக்கு அருகில், வலது கையால் தட்டில் உறுதியாக அழுத்தவும். அவற்றிலிருந்து வெகு தொலைவில், பகுதியின் கீழ் மேற்பரப்பை நீங்கள் திட்டமிடும்போது அதை கத்திகள் மீது தள்ளுங்கள்.

சிறிய
2. பிளானிங் ஒர்க் பெஞ்ச் SF6-2:
a - முன் பார்வை: 1 - மின்சார மோட்டார், 2 - வேலை அட்டவணையின் பின் தட்டு, 3 - நேர் கோடு, 4 - முன் தட்டின் உயரத்தை சரிசெய்ய கைப்பிடி, 5 - கத்தி தண்டு, 6 - பறக்கும் வேலி, 7 - முன் தட்டு வேலை அட்டவணையின், 8 - தொடக்க சாதனம் 9 - படுக்கை; b - இணைப்பு வரைபடம்: 1 - பின்புற தட்டு, 2 - முன் தட்டு, 3 - அகற்றப்படும் சில்லுகளின் தொகுதி.
பகுதியின் முன் முனை கத்திகளுக்குப் பின்னால் செல்லும்போது, உங்கள் இடது கையால் பின் தட்டின் மேற்பரப்புக்கும், உங்கள் வலது கையால் முன் தட்டின் மேற்பரப்புக்கும் எடுத்துச் செல்லவும். அழுத்தம் முடிந்தவரை மென்மையாகவும், பிரசவம் சீராகவும் சமமாகவும் இருக்கும்.
விளிம்பு பகுதியின் பரந்த பக்கத்தில் (முகம்) தொட்டது, பின்னர் குறுகிய பக்கத்தில் (விளிம்பு). பையின் மறுபக்கத்தைத் திட்டமிடும்போது, பகுதியை மேசையிலும் ஒரு நேர் கோட்டிலும் அழுத்தவும்.
இழைகளை சுரண்டுவதில் இருந்து சுருட்டைகளை அகற்ற, பந்தைச் சுற்றி அவற்றை விமானம் செய்யவும். பைன் மரத்திலிருந்து பாகங்களைத் திட்டமிடும்போது, வேலை மேசையை வாயுவுடன் ஈரப்படுத்தப்பட்ட பிளாஸ்டருடன் துடைக்க பரிந்துரைக்கப்படுகிறது, ஏனெனில் மரத்திலிருந்து பார்க்கக்கூடிய பிசின் மேசையில் ஒட்டிக்கொண்டு பகுதிகளை உலர்த்துவதை எளிதாக்குகிறது.
கத்தி தண்டு மீது கத்திகளை கவனமாக நிறுவும் போது, அவற்றின் வெட்டு விளிம்புகளை ஒரு நேரத்தில் சரியாக ஒரு பங்குகளை நகர்த்துவது இன்னும் சாத்தியமில்லை, மேலும் வெட்டு ஆரங்களில் 0.5-0.1 மிமீ வித்தியாசம் உள்ளது. இதன் மூலம், குயில்கள் சில்லு செய்யப்பட்ட மேற்பரப்பில் தோன்றும். அதன் வேறுபாட்டை மாற்ற, நிறுவல் தளத்தில் கத்திகளை இணைக்க மற்றும் நேராக்க ஒரு இணைப்பியை நிறுவவும். சாதனம் கீல் மவுண்ட் மற்றும் அருகிலுள்ள இணைப்புடன் ஒரே நேரத்தில் வெளியிடப்படுகிறது. கத்திகளைத் திட்டமிட்டு நேராக்கிய பிறகு, வெட்டு ஆரங்களுக்கு இடையிலான வேறுபாடு 0.03-0.02 மிமீக்கு மாறுகிறது மற்றும் திட்டமிடப்பட்ட மேற்பரப்பு மிகவும் மென்மையாகிறது.
பொருளுக்கு உணவளிக்க, வேலையின் பாதுகாப்பை உறுதி செய்வதற்கும், கத்திகளைத் தொட்டு விரல்களைத் தடுக்கவும் சிறப்பு வெட்டுத் தொகுதிகளைப் பயன்படுத்துவது அவசியம்.
SF6-2 பெஞ்சில் உள்ள பிளானிங்கின் அகலம் 600 மிமீ, பந்தின் தடிமன் 6 மிமீ, வெட்டு விட்டம் 125 மிமீ, தண்டு மீது கத்திகளின் எண்ணிக்கை, கத்தி தண்டு மீது மறைப்புகளின் எண்ணிக்கை 5000, கத்தி தண்டு மீது மின்சார மோட்டாரின் பதற்றம் 4.5 kt. வெர்ஸ்டாட் எடை 860 கிலோ.
பிளானிங் பெஞ்ச் SF4-4 என்பது விமானத்துடன் மேற்பரப்பை திட்டமிடுவதற்கும் வடிவமைப்பதற்கும் மற்றும் பலகைகள் மற்றும் பார்களை வெட்டப்பட்ட துண்டுகளாக அரைப்பதற்கும் பயன்படுத்தப்படுகிறது. பெஞ்சில் ஆப்பு வடிவ கத்தி இணைப்புகளுடன் ஒரு சுற்று இரட்டை கத்தி தண்டு உள்ளது. செங்குத்து துருவலுக்கான சுழல் முன் மற்றும் பின் நேர் கோடுகளிலிருந்து மடிக்கப்பட்டு, இரட்டை கத்தி தலையுடன் சுழல் தொகுதி. முன் உருட்டல் வரி குறிப்பிட்ட அரைக்கும் ஆழத்திற்கு ஏற்ப நகர்த்தப்பட வேண்டும்; பின்புற வரி உறுதியாக பாதுகாக்கப்பட்டுள்ளது. V-பெல்ட்களால் இயக்கப்படும் ஒரு தனிப்பட்ட மின் மோட்டார் காரணமாக சுழல் சரிகிறது. பணிநிலையானது தானியங்கி ஊட்டி UPA-3 உடன் பொருத்தப்பட்டுள்ளது, இது தானாகவே குறிக்கப்பட்ட பகுதிகளுக்கு உணவளிக்கிறது.
பெஞ்சில் திட்டமிடல் அகலம் 400 மிமீ, பந்தின் தடிமன் அகற்றப்பட்டது 6 மிமீ, கட்டர் தண்டு விட்டம் 125 மிமீ, வெட்டு விட்டம் 128 மிமீ, தண்டு மீது கத்திகளின் எண்ணிக்கை, மின்சார மோட்டாரின் தடிமன் கட்டர் தண்டு 2.8 kt, கத்திகளின் எண்ணிக்கை khvilina 5000 க்கான bertіv கத்தி தண்டு, vaga verstata 620 கிலோ.
SF4-4 இணைக்கும் பணிப்பெட்டியானது இணைக்க மற்றும் அரைக்க அனுமதிக்கிறது, இதனால் ஒரு பணிப்பெட்டியில் நீங்கள் இரண்டு வெவ்வேறு பணிப்பெட்டிகள் தேவைப்படும் பல செயல்பாடுகளைச் செய்யலாம். உற்பத்தி இடத்தில் சேமிப்பு உள்ளது, மேலும் நிறுவல் உற்பத்தித்திறன் மேம்படுகிறது. தொழிலாளர்களின் எண்ணிக்கை அதிகரிப்பதை விட உற்பத்தித்திறன் இரண்டு மடங்கு வேகமாக அதிகரிக்கும்.

சிறிய
3. பிளானிங் ஒர்க்பெஞ்ச் SF4-4
விபத்துகள் ஏற்படுவதைத் தடுக்க, கத்தி தண்டு மீது உலர்ந்த கவசம் அல்லது திரைச்சீலை நிறுவவும், இதனால் வேலை செய்யும் போது, வடிவமைக்கப்பட்ட பகுதி தொட்டியில் செருகப்படும், மற்றும் பகுதி வசந்தத்தின் கீழ் சென்ற பிறகு, முழு கத்தி கத்தி மூடப்படும். மீண்டும் தண்டு
மரவேலை இயந்திரங்களுக்கான அடிப்படை வேலிகள், பெரும்பாலும், பருமனானவை மற்றும் அவற்றின் பன்முகத்தன்மையை சமரசம் செய்யாது. குர்கன் மரவேலை பணிநிலைய ஆலை UPA-3 தானியங்கி ஊட்டியை உற்பத்தி செய்கிறது, இது வட்டமான ரம்பம், பிளானர் மற்றும் அரைக்கும் பணிப்பெட்டிகளில் உலகளாவிய வேலியாகப் பயன்படுத்தப்படலாம்.
UPA தானியங்கி ஃபீடருடன் சரிசெய்யப்பட்டால், நங்கூரங்கள் கொண்ட ஸ்டாண்ட் பெஞ்ச்டாப் டேபிளில் அல்லது பெஞ்ச்டாப்பில் இருந்து வலுவூட்டப்பட்ட ஹேண்ட்ரெயிலில், அதே போல் அருகிலுள்ள அடித்தளம், வலது கை அல்லது பெஞ்ச்டாப்பில் நிறுவப்படும்.

சிறிய
4. மேற்பரப்பு பிளானருக்கு உலர் வேலிகள்:
Erokhin ஒரு-கவசம்; b - வியாலோவோ வேலி; 1 - வசந்த கவசம்; 2 - திரை; - மேல் கிளம்புடன் தானியங்கி ஊட்டி: 1 - நிலைப்பாடு, 2 - தானியங்கி ஊட்டி, 3 - முன் மேசை
தானியங்கி ஊட்டியின் உடல் கூடுதல் கீல்கள் மற்றும் ஸ்டாண்டுகளுக்குப் பின்னால் நிறுவப்படலாம், இதனால் உருளைகள் பணிப்பகுதியை மேசைக்கு அல்லது ஒரு நேர் கோட்டில் அழுத்தும்.

கூட்டு பெஞ்சில், தானியங்கி ஊட்டி UPA-3 நிறுவப்பட்டுள்ளது, இதனால் முதல் ஜோடி உருளைகள் மேசையின் முன் பகுதிக்கு மேலே அமைந்துள்ளன, மேலும் மூன்றாவது ஜோடி பின்புறத்திற்கு மேலே அமைந்துள்ளது. பணியிடத்தின் அகலத்துடன், திட்டமிடப்பட்ட பொருளின் நடுவில் உணவளிக்கும் உருளைகள் நிறுவப்பட்டுள்ளன.
சிறிய
மெக்கானிக்கல் ஃபீட் மற்றும் எட்ஜ் ஜாயிண்டிங் ஹெட் கொண்ட இரட்டைப் பக்க கூட்டுப் பணிப்பெட்டி S2F-4, படம். 6. ஒரு மணி நேர திட்டமிடல் மற்றும் கீழ் அடுக்கு மற்றும் ஒரு பணிப்பகுதியின் வலது விளிம்பு (இறுதி வரை திட்டமிடல்) ஆகியவற்றின் இணைப்பிற்காக பணிப்பகுதி அமைக்கப்பட்டுள்ளது. வொர்க் பெஞ்ச் ஒரு சாவுன் சட்டகத்திலிருந்து மடிக்கப்பட்டுள்ளது, அதில் இரண்டு தட்டுகள் விசித்திரமான ஆதரவில் நகர்த்தப்படுகின்றன - முன் மற்றும் பின்புறம், அவற்றுக்கிடையே 125 விட்டம் மற்றும் 410 மிமீ ஆழம் கொண்ட கத்தி தண்டு உள்ளது, இது வேலியை உருவாக்குகிறது. கட்டர் ஷாஃப்ட் பந்து தாங்கு உருளைகள் மீது மூடப்பட்டிருக்கும் மற்றும் ஒரு வெட்ஜ் டிரைவ் கியர் மூலம் 4.5 kW மின்சார மோட்டார் மூலம் இயக்கப்படுகிறது. அடுக்குகளில் ஒரு நேர் கோடு உள்ளது. முன் தகடு திட்டமிடலுக்கு முன் பணியிடங்களுக்கு நேரடியாக உதவுகிறது, மேலும் பின்புற தட்டு திட்டமிடலின் போது பணியிடங்களை நகர்த்துவதற்காக வடிவமைக்கப்பட்டுள்ளது. அகற்றப்பட்ட மர பந்தின் அளவு, கூடுதல் கைப்பிடியைப் பயன்படுத்தி முன் மேசையைத் தூக்குவதன் மூலம் அல்லது குறைப்பதன் மூலம் சரிசெய்யப்படுகிறது, இது உயரம் காட்டி ஆகும். பின்புற தட்டு ஒரு திருகு அல்லது நட்டு பயன்படுத்தி சரிசெய்யப்படுகிறது. பணியிடத்தின் திட்டமிடல் அகலம் 400 மிமீ ஆகும். வெட்டப்பட்ட பணிப்பொருளின் தடிமன் 15-100 மிமீ, பந்தின் தடிமன் 6 மிமீ, தண்டில் உள்ள கத்திகளின் எண்ணிக்கை 2-4, கட்டர் ஷாஃப்ட்டின் பிளேடுக்கு மடக்குகளின் எண்ணிக்கை 6000, எடை பணிப்பெட்டி 800 கிலோ. பணியிடத்தில், கிடைமட்ட கத்தி தண்டுக்கு கூடுதலாக, ஒரு செங்குத்து கத்தி தலை ஏற்றப்பட்டுள்ளது, இது பணிப்பகுதியின் விளிம்பைத் திட்டமிட உதவுகிறது. செங்குத்து கத்தி தலை ஒரு சிறப்பு ஆதரவில் ஏற்றப்பட்ட ஒரு விளிம்பில் கூட்டு சுழல் மீது ஏற்றப்பட்டது. தானியங்கி ஊட்டி மற்றும் விளிம்பு தலை ஆகியவை தனிப்பட்ட மின் மோட்டார்கள் மூலம் இயக்கப்படுகின்றன. எனவே, செங்குத்து கட்டர் தலையின் சுழல் இயக்கி V-பெல்ட் கியர் மூலம் 1.7 kW பதற்றத்துடன் ஒரு மின்சார மோட்டார் மூலம் இயக்கப்படுகிறது. வெற்றிடங்கள் மற்றும் மரக்கட்டைகள் ஒரு கூடுதல் தானியங்கி ஊட்டி வழியாக கிடைமட்ட கட்டர் தண்டுக்கு வழங்கப்படுகின்றன, இது கியர் பாக்ஸ் மூலம் மற்றொரு மின்சார மோட்டார் மூலம் இயக்கப்படுகிறது. தானியங்கி ஃபீடர் ஒரு செங்குத்து கம்பியில் பணியிடத்தின் பக்கத்தில் அமைந்துள்ளது மற்றும் சேமிக்கப்படுகிறது, இதனால் தயாரிக்கப்பட்ட பணியிடங்களை செங்குத்து மற்றும் குறுக்கு திசைகளில் மாற்ற முடியும். பொத்தான் கட்டுப்பாடு.

சிறிய
6. தானியங்கி ஃபீடர் மற்றும் எட்ஜ் ஜாயிண்டிங் ஹெட் கொண்ட இரட்டை-பக்க கூட்டுப் பணிப்பெட்டி S2F-4:
1 - கட்டுப்பாட்டு பொத்தான்கள், 2 - கத்தி தண்டுக்கான வேலி, 3 - பின்புற மேசை, 4 - தானியங்கி ஊட்டி, 5 - விளிம்பு கூட்டு சுழல், 6 - பின்புற மேசையை உயரத்தில் சரிசெய்ய திருகு, 7 - நேர் கோடு, 8 - விசித்திரமான பொறிமுறை கைப்பிடி முன் 9 - முன் மேசை
பாகங்களுக்கு இயந்திரமயமாக்கப்பட்ட உணவிற்கான சாதனம் கம் அல்லது கன்வேயர் பெல்ட்டுடன் பூசப்பட்ட உருளைகளைக் கொண்டுள்ளது. உருளைகள் ஒரு கியர்பாக்ஸ் மூலம் ஒரு மின்சார மோட்டார் சுற்றி மூடப்பட்டிருக்கும். கன்வேயர் ஈட்டியில் வசந்த விரல்கள் உள்ளன. விரல்களின் முடிவற்ற ஈட்டிகள், கத்தியின் பக்கத்தைச் சுற்றி மாறி, பணிப்பகுதியை அழுத்தி, பணிப்பெட்டியின் கத்தி தண்டு மீது ஒட்டத் தொடங்குகின்றன. கழுவப்பட்ட பகுதிகளின் எண்ணிக்கையைப் பொறுத்து, கன்வேயர் லேன்யார்டு வெவ்வேறு உயரங்களில் நிறுவப்படலாம். Lantsug 0.6 kW பதற்றம் கொண்ட ஒரு தனிப்பட்ட மின்சார மோட்டார் மூலம் இயக்கப்படுகிறது.
ஒரு கன்வேயர் ஊட்டத்துடன் இணைக்கும் பணிப்பெட்டி SF6A-2 தடிமனாக உள்ளது மற்றும் 600 மிமீ அகலம் கொண்ட ஒன்று அல்லது பல பணியிடங்களை செயலாக்க பயன்படுத்தலாம். இயந்திரத்தின் பிளேடு தண்டு ஒரு மின்சார மோட்டார் மூலம் பெல்ட் டிரான்ஸ்மிஷன் மூலம் ரோக்கிற்குள் செலுத்தப்படுகிறது. கத்தி தண்டு விரைவாக கால்வனேசேஷன் செய்ய, ஒரு மின்காந்த கால்மோவைப் பயன்படுத்தவும், இது தண்டின் முடிவில் பொருத்தப்பட்ட வட்டின் இறுதி மேற்பரப்பில் வைக்கப்படுகிறது. வட்டுடன், ஸ்டாப்பரைத் திறக்கவும், இது கத்திகளைக் கூர்மைப்படுத்தும் போது தண்டின் நிலையை சரிசெய்கிறது. வசந்த பள்ளங்களைக் கொண்ட குறுக்குவெட்டு ஸ்லேட்டுகளுடன் பாதுகாக்கப்பட்ட இரட்டை சங்கிலி கன்வேயர் மூலம் பொருள் வழங்கப்படுகிறது. அதிக எண்ணிக்கையிலான பசூர்கள் காரணமாக, பணிப்பொருளின் மீது தோலின் அழுத்தம் அற்பமானது, மேலும் மேசை முழுவதும் உருளும் போது பணிப்பகுதி சிதைந்துவிடாது. பட்டைகள் கொண்ட லான்செட்டுகள் இரண்டு ஜோடி கண்களில் பதற்றமடைகின்றன - ஒன்று இயக்கப்பட்டது மற்றும் மற்றொன்று பதற்றம் கொண்டது. கத்திகளை நேரடியாக ஒரு பெஞ்ச் அல்லது ஒரு சிறப்பு சாதனத்தில் கூர்மைப்படுத்தவும் இணைக்கவும்.

சிறிய
7. பிளானிங் பெஞ்ச் மற்றும் பாகங்களின் இயந்திர விநியோகத்திற்கான இணைப்பு:

a - வெர்ஸ்டாட்டின் மறைக்கப்பட்ட காட்சி; b - கூட்டு பெஞ்சில் உள்ள கன்வேயர் பொறிமுறையின் வரைபடம்: 1 - கத்தி தண்டு, 2 - பணிப்பகுதி வெட்டு, 3 - பின் தட்டு, 4 - அழுத்தம் விரல்கள், 5 - கன்வேயர் ஈட்டி, 6 முன் தட்டு
சிறிய
8. கன்வேயர் ஃபீட் கொண்ட கூட்டு பெஞ்சின் இயக்கவியல் வரைபடம்:
1 - பின்புற அட்டவணையின் உயரத்தை சரிசெய்வதற்கான வழிமுறை; 2 - பின்புற அட்டவணை; 3 - கன்வேயர் டிரைவ் பொறிமுறை; 4 - கன்வேயர்; 5 - முன் அட்டவணை; 6 - முன் அட்டவணையின் உயரத்தை சரிசெய்வதற்கான வழிமுறை; - கத்தி தண்டு
இணைக்கும் பணியிடத்தின் வேலை வரைபடம் படம் காட்டப்பட்டுள்ளது. 9. பணியிடத்தில் செயலாக்கப்படும் விவரங்கள் பணியிடத்தில் அமைக்கப்பட வேண்டும், இதனால் தொழிலாளி கடினமான மாற்றங்கள் மற்றும் ஓட்டங்களில் வேலை செய்ய வேண்டியதில்லை.

வேலை மேசையில், கட்டர் ஷாஃப்ட்டில் இடைவெளி இருக்கும் இடத்தில், ஒரு கூர்மையான எஃகு தகடு நிறுவப்பட வேண்டும், மேசையின் மேற்பரப்பில் பாதுகாப்பாக பறிக்கப்பட வேண்டும். பட்டைகளின் விளிம்புகள் மற்றும் கத்திகளின் கத்திகளை விவரிக்கும் மேற்பரப்புக்கு இடையில் நிற்கவும், 3 மிமீக்கு மேல் இல்லை.
1 - தளவமைப்பு தயாரிப்பாளரின் இடம்; 2 - வெற்றிடங்கள்; 3 - திட்டமிடப்பட்ட பாகங்கள்.
400 மிமீ வரை குறுகிய, 50 மிமீ அல்லது 30 மிமீ மெல்லிய பணியிடங்களுக்கு, கையால் உணவளிக்கும் போது, சிறப்பு தொகுதிகள் - வெட்டிகளைப் பயன்படுத்தி பாகங்களைத் திட்டமிடுவது அவசியம். மெல்லிய மற்றும் குறுகிய பகுதிகளை தொகுதிகளில் திட்டமிடுவது குணப்படுத்தப்பட்ட சுலாகியைப் பயன்படுத்தி மட்டுமே மேற்கொள்ளப்படும். வடிவ, வளைந்த திட்டமிடல் பாதுகாக்கப்படுகிறது.
தேவையான உயரத்தில் அட்டவணையின் இரு பகுதிகளையும் நிறுவிய பின், தூக்கும் பொறிமுறையானது அதன் நிலைக்கு பாதுகாப்பாக பாதுகாக்கப்பட வேண்டும். பின் அட்டவணையின் பரப்பளவு உருளை மேற்பரப்புக்கு சமம், இது கத்திகளின் கத்திகளால் விவரிக்கப்படுகிறது.
கத்தி தண்டு வேலை செய்யாத பகுதி ஒரு நேர்கோட்டுடன் தானாகவே நகரும் வேலியுடன் மூடப்பட வேண்டும். கவ்விகளுடன் நேர் கோட்டின் கட்டுதல் தடுக்கப்பட்டுள்ளது.
இயந்திர ஊட்டத்துடன் இணைக்கும் பெஞ்சுகளில், இரண்டு அல்லது அதற்கு மேற்பட்ட வெவ்வேறு பகுதிகளின் ஒரே நேரத்தில் திட்டமிடல் அனுமதிக்கப்படுகிறது, தோல் அவர்களுக்கு எதிராக உறுதியாக அழுத்தும் வரை.
ப்ளானிங் ஒர்க் பெஞ்ச் லோகோசோல் டிஹெச் 410 முதன்மையாக பல பக்க பிளானரின் செயலாக்க செயல்திறனுக்காக பணிப்பெட்டி தேவைப்படுபவர்களால் வாங்கப்படுகிறது, ஆனால் பாகங்களைச் செயலாக்க ஒரு மணி நேரத்திற்கும் மேலாக சிறிது நேரம் ஆகும் என்றும் அவர்கள் கருதுகின்றனர். PH-260 உடன் ஒப்பிடும்போது DH-410 இன் முக்கிய நன்மை என்னவென்றால், உங்களிடம் 410 மிமீ சுழல் அகலத்துடன் மலிவான, நம்பகமான திட்டமிடல் பணிப்பெட்டி உள்ளது.
PH-260/DH-410 ரோபோவின் செயல்விளக்கம்:
DH-410 ஆனது ஊட்டமளிக்கும் ஒரு பொறிமுறையுடன் செங்குத்து பணிப்பெட்டியாகவும் பயன்படுத்தப்படலாம். நீங்கள் பலகைகளின் பக்க பக்கங்களைத் திட்டமிடத் தேவையில்லை என்றால், எஃகு உருளைகளை கம் மூலம் மாற்றவும்.
410 மிமீ அகலம் மற்றும் 260 மிமீ தடிமன் கொண்ட லோகோசோல் டிஹெச் 410 என்ற இரட்டை பக்க வொர்க்பெஞ்ச் பணியிடங்களை வெட்டுவதற்காக வடிவமைக்கப்பட்டுள்ளது. போதுமான வைரஸ்கள் உள்ளன. ப்ரோஃபைல் பிளானிங்கிற்கு, ப்ரோஃபைலிங் மற்றும் ப்ளானிங் ஒரு மணி நேரத்தில் செய்துவிடலாம். இயந்திரத்தின் இடது பக்கத்தில் ஒரு பக்க கட்டர் உள்ளது, இது பணியிடங்களின் பக்க பக்கங்களை விமானம் அல்லது அரைக்கும். பல பக்க விவரக்குறிப்பு அல்லது தடிமன் அடைய, பணிப்பகுதி இரண்டாக திட்டமிடப்பட்டுள்ளது. இரட்டை பக்க விவரக்குறிப்புக்கான அதிகபட்ச பரிமாணங்கள் 310 மிமீ அகலம் மற்றும் 100 மிமீ தடிமன். ஒர்க் பெஞ்ச் வெட்டுவதற்கான மரத்திலிருந்து மெல்லிய சுயவிவர ஸ்லேட்டுகள் வரை அனைத்தையும் உற்பத்தி செய்யலாம். நடிகர் சட்டத்தின் அகலத்தை அதிகரிப்பதன் மூலம், நீங்கள் லைனிங் மற்றும் உறைப்பூச்சு போன்ற மெல்லிய வெற்றிடங்களை உருவாக்கலாம். கட்டர் கத்திகளுக்கு இடையே உள்ள அடக்கத்தின் ஆழத்தில் உள்ள வேறுபாடு ஒரு மில்லிமீட்டரில் ஆயிரத்தில் ஒரு பங்கு ஆகும், அதனால்தான் இறுதிப் பொருளின் மேற்பரப்பு மிகவும் மென்மையாகவும் சமமாகவும் வெளிவருகிறது.
கைவினைஞருக்கு மோல்டிங்கிற்கான சுயவிவர கத்திகளின் பரந்த தேர்வு உள்ளது. தேவைப்பட்டால், கத்திகளை ஒரு சிறப்பு கட்டமைப்பில் தயாரிக்கலாம். வெர்ஸ்டாட்டை ஆழமான, பக்க வடிவங்களில் திட்டமிடலாம். வெர்ஸ்டாட் வெட்டு வெட்டுக்களை சரிசெய்யும் திறனைக் கொண்டுள்ளது மேல் கிடைமட்ட கட்டர் ஒரு பாஸில் 8 மிமீ ஆழத்திற்கு திட்டமிடலாம், மேலும் பீம் கட்டர் இன்னும் ஆழமாக திட்டமிடலாம்.
பிளானிங் பெஞ்சின் நிலையான உள்ளமைவு 50 மிமீ மேல் கிடைமட்ட கட்டருக்கு HSS தடிமனாக தட்டையான கத்திகளுடன் பொருத்தப்பட்டுள்ளது. பக்க கட்டருக்கு. அனைத்து கத்திகளும் நிலையான எஃகு மூலம் தயாரிக்கப்படுகின்றன. பீப்பாய் வெட்டிகளின் சுழல் விட்டம் 30 மிமீ ஆகும், இது ஏற்கனவே உள்ளவற்றிலிருந்து வெட்டிகளைத் தேர்ந்தெடுக்க உங்களை அனுமதிக்கிறது.
| ஒரு பக்க திட்டமிடலுக்கான பணிப்பகுதி அளவு, மிமீ | 410 x 260 |
| இரட்டை பக்க திட்டமிடலுக்கான பணிப்பகுதி அளவு, மிமீ | 410 x 260 |
| கிடைமட்ட கட்டரின் பரிமாணங்கள், மிமீ | D=72, L=410 |
| அதிகபட்சம். கிடைமட்ட கட்டர் விட்டம், மிமீ | D=72, L=410 |
| அழுத்தம் e/d, kW | 2x3 kW. |
| புரட்சிகளின் எண்ணிக்கை, ஆர்பிஎம் | 6000 |
| Glibin ஒரு கிடைமட்ட கட்டர் கொண்டு திட்டமிடப்பட்டது, மிமீ | 8 வரை |
| சுயவிவர கிடைமட்ட கட்டரின் ஆழம், மிமீ | 10 வரை |
| செங்குத்து கட்டர் அளவு, மிமீ | D=90, H=40 |
| சுயவிவர செங்குத்து அரைக்கும் கட்டரின் ஆழம், மிமீ | 30 வரை |
| அதிகபட்சம். விட்டம், மி.மீ | 140 |
| வெட்டிகளின் நடவு விட்டம், மிமீ | தோசை = 30 |
| கிடைமட்ட கத்திகள், மிமீ | 2 x 410 |
| பீரங்கி கத்திகள், மிமீ | 2 x 50 |
| மின்சாரம் வழங்கல் அழுத்தம், kW. | 0,18 |
| நிலையான ஊட்ட வேகம், m/hv. | 6 |
| கூடுதல் ஊட்ட வேகம், m/h. (விருப்பம் 1) | 2-12 |
| கூடுதல் ஊட்ட வேகம், m/h. (விருப்பம் 2) | 4-24 |
வெர்ஸ்டாட்டின் நேர்மறையான அம்சங்கள்:
லிட்டா படுக்கை

மூன்று இயந்திரங்களைப் பயன்படுத்தி தோலை ஒரே நேரத்தில் செயல்படுத்துவதற்கான சாத்தியம்.

ஒரு பிளேடுக்கு 6000 புரட்சிகள் மென்மையான மேற்பரப்புக்கு உத்தரவாதம் அளிக்கின்றன.


வெட்டப்பட வேண்டிய மேற்பரப்பின் அதிகபட்ச பரிமாணங்கள்: 410x260 மிமீ.

வளாகத்தின் விகோரிஸ்தான் நிலைக்கு துருப்பிடிக்காத எஃகு.
உட்செலுத்தலின் குறைந்த குணகத்துடன், பெஞ்ச் மேசையில் தேய்த்தல் ஒரு மென்மையான உணவுக்கு உத்தரவாதம் அளிக்கிறது.
குறைந்தபட்ச பராமரிப்பு தேவை.
PH-260 பல பக்க பணியிடத்திற்கான சிற்றேடுபதிவிறக்கம் (*pdf, 0.85 Mb)
PH-260 இருபக்க பணிப்பெட்டியின் செயல்பாட்டிற்கான வழிகாட்டிபதிவிறக்கம் (*pdf, 1.03 Mb)
திட்டமிடல் கத்திகளின் பட்டியல்பதிவிறக்கம் (*.pdf, 3.96 Mb)
பிளேனிங் கத்திகளின் பட்டியலை மோல்டிங்கின் சுயவிவரங்களுக்கான பட்ஸுடன் பொருத்தலாம், அவை குணப்படுத்தும் போது அகற்றப்படலாம். திட்டமிடல் கத்திகளை நேராக்க கத்திகள் வடிவில் அல்லது விவரக்குறிப்பு கத்திகள் வடிவில் பயன்படுத்தலாம். ஸ்வீடிஷ் கத்திகள் உயர் ஆக்சைடு எஃகு மூலம் தயாரிக்கப்படுகின்றன மற்றும் கத்திகளின் ஒரு கூர்மை 300-600 m.p. பொருள். கூர்மைப்படுத்தும் சக்தி - 5-10 முறை.